Programmierhinweise, Q-parameter-funktionen aufrufen, 1 pr inzip und f u nktionsübersic ht – HEIDENHAIN iTNC 530 (340 49x-01) Benutzerhandbuch
Seite 505
HEIDENHAIN iTNC 530
505
1
1
.1 Pr
inzip und F
u
nktionsübersic
ht
Programmierhinweise
Q-Parameter und Zahlenwerte dürfen in ein Programm gemischt ein-
gegeben werden.
Sie können Q-Parametern Zahlenwerte zwischen –99 999,9999 und
+99 999,9999 zuweisen. Intern kann die TNC Zahlenwerte bis zu einer
Breite von 57 Bit vor und bis zu 7 Bit nach dem Dezimalpunkt berech-
nen (32 bit Zahlenbreite entsprechen einem Dezimalwert von
4 294 967 296).
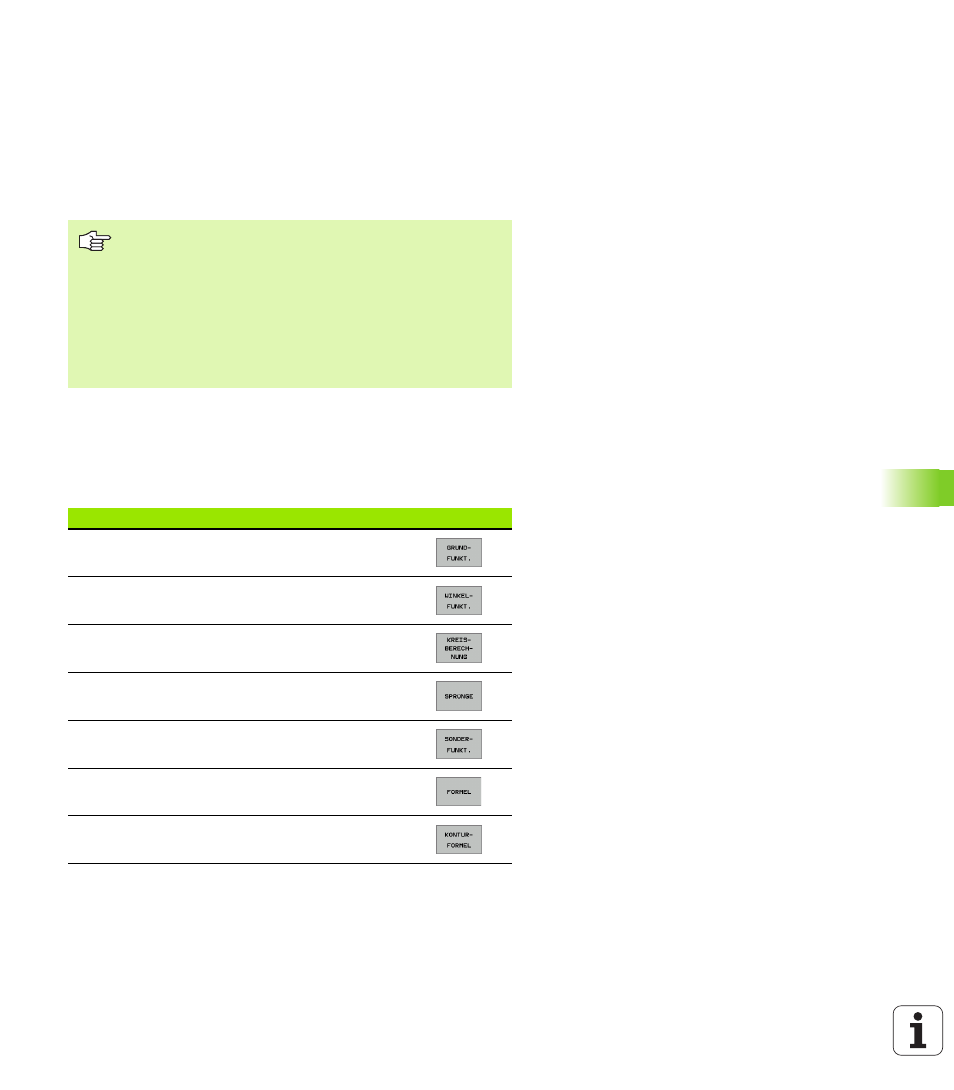
Q-Parameter-Funktionen aufrufen
Während Sie ein Bearbeitungsprogramm eingeben, drücken Sie die
Taste „Q“ (im Feld für Zahlen-Eingaben und Achswahl unter –/+ -
Taste). Dann zeigt die TNC folgende Softkeys:
Die TNC weist einigen Q-Parametern selbsttätig immer
die gleichen Daten zu, z.B. dem Q-Parameter Q108 den
aktuellen Werkzeug-Radius, siehe „Vorbelegte Q-Parame-
ter”, Seite 537.
Wenn Sie die Parameter Q60 bis Q99 in verschlüsselten
Hersteller-Zyklen verwenden, legen Sie über den Maschi-
nen-Parameter MP7251 fest, ob diese Parameter nur lokal
im Hersteller-Zyklus (.CYC-File) wirken oder global für alle
Programme.
Funktionsgruppe
Softkey