HEIDENHAIN TNC 306 Service Manual Benutzerhandbuch
Seite 122
HEIDENHAIN Kundendienst
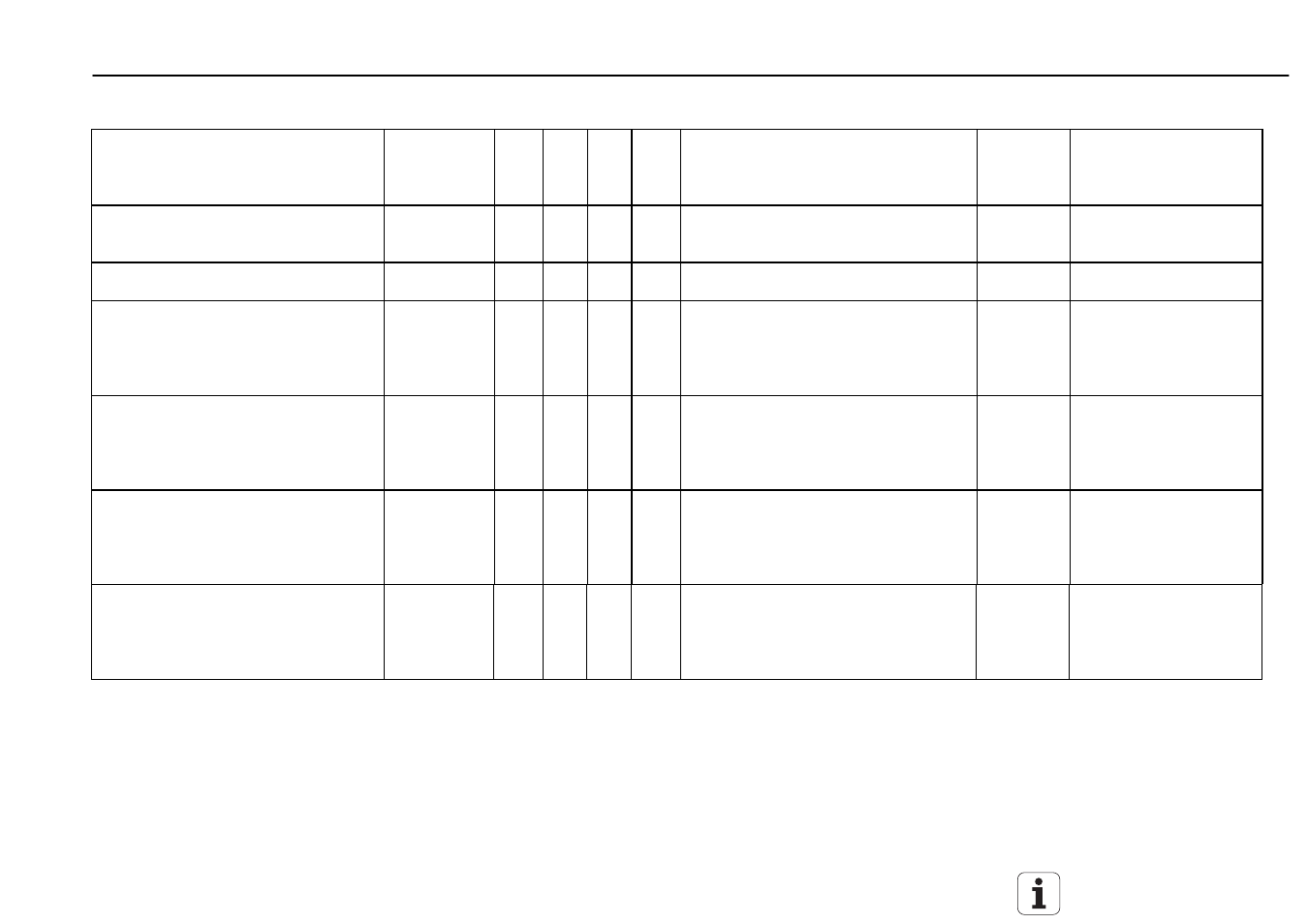
Funktion
MP
Nr.
Bit
TNC
2500
TNC
360
*NC
306
CNC
234
Eingabe
= TNC 355
MP Bit
AE-6
Eingabewert
Wartezeit für das Abschalten der
Restsollwert-Spannung bei der
Fehlermeldung "Positionier-Fehler"
1150
I04
0 ... 65,535 [s]
185
0
Automatischer, zyklischer Offset-
Abgleich
1220
1 ... 65535 [s]
0 = kein automatischer Abgleich
252
0
Anfahren der Referenzmarken
Verfahrrichtung beim Anfahren
der Referenzmarken
X
Y
Z
IV
1320
0
1
2
3
0 = positiv
+1 = X-Achse negativ
+2 = Y-
"
"
+4 = Z-
"
"
+8 = IV-
"
"
16
17
18
19
0
Geschwindigkeit beim Anfahren
der Referenzmarken
X
Y
Z
IV
1330.0
1330.1
1330.2
1330.3
Linearachse:
80 ... 30000 [mm/min]
Drehachse:
80 ... 30000 [°]
8
9
10
11
10000
"
"
"
Geschwindigkeit beim Verlassen
der Referenz-Endlage (nur bei
Drehgebern MP 1350 = 2)
X
Y
Z
IV
1331.0
1331.1
1331.2
1331.3
Linearachse:
80 ... 500 [mm/min]
Drehachse:
80 ... 500 [°/min]
---------------
500
"
"
"
Achsfolge beim Anfahren
der Referenzmarken
1. Achse
2. Achse
3. Achse
4. Achse
1340.0
1340.1
1340.2
1340.3
0 = kein Ref.-Anfahren
1 = X
2 = Y
3 = Z
4 = IV
59
1
2
3
4
R H TNC 306/335/360/2500
1.0 CNC 234/306
22.05.92
26.2
7