HEIDENHAIN TNC 306 Service Manual Benutzerhandbuch
Seite 128
HEIDENHAIN Kundendienst
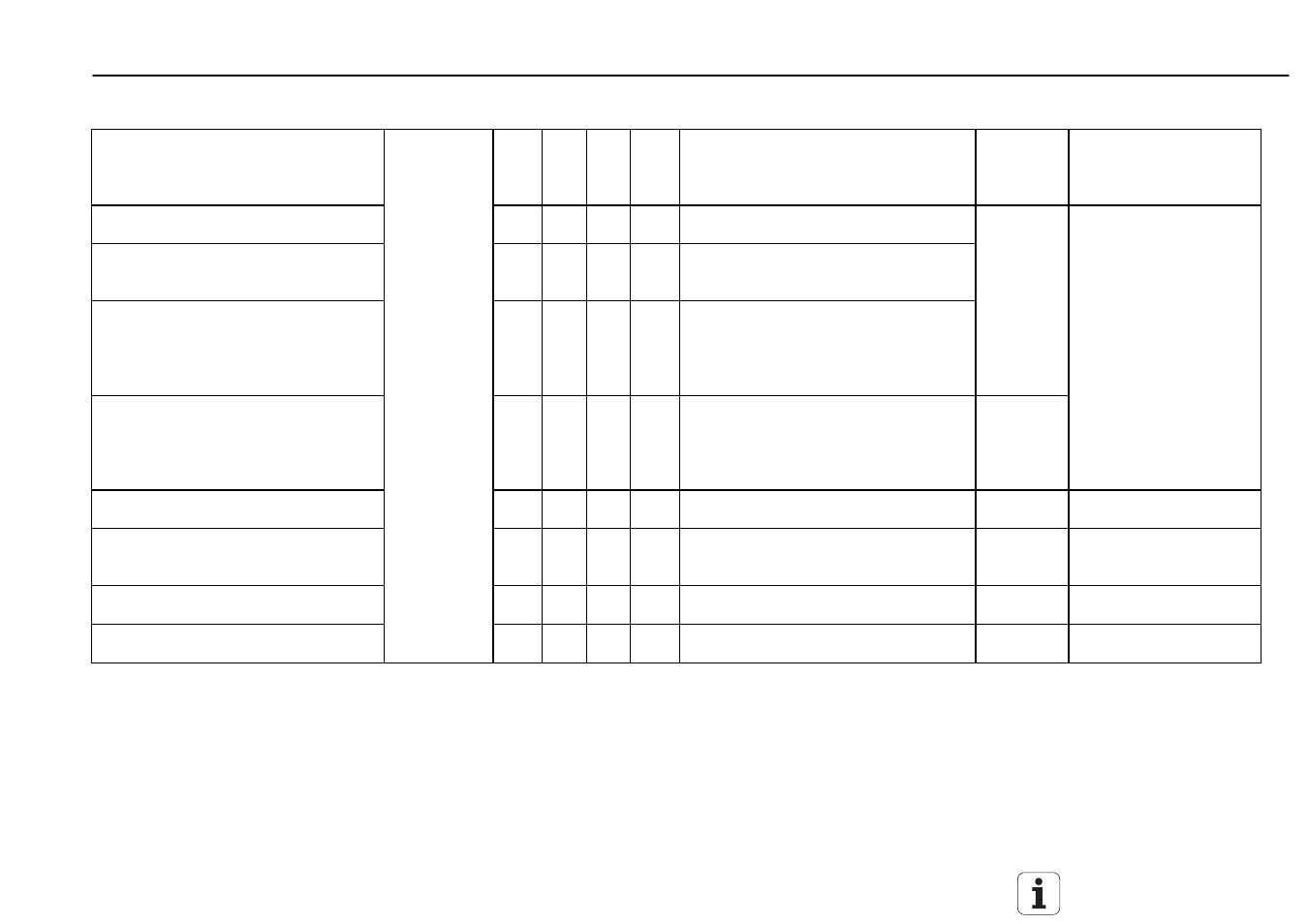
Funktion
MP
Nr.
Bit
TNC
2500
TNC
360
*NC
306
CNC
234
Eingabe
= TNC 355
MP Bit
AE-6
Eingabewert
Ausgabe der Spindeldrehzahl
3010
-
0 =
keine Ausgabe von Spindel-
Drehzahlen
62
7
(TNC 2500 = 5)
Codiert
-
-
1 =
nur, wenn sich die Drehzahl än-
dert
2 =
bei jedem Werkzeug-Aufruf
Analog
-
-
-
3 =
Getriebe-Schaltsignal, nur wenn
sich die Getriebstufe ändert
4 =
Getriebe-Schaltsignal bei jedem
Werkzeug-Aufruf
5 =
ohne Getriebe-Schaltsignal
geregelte Spindel zur Orientierung
I03
I03
I03
-
-
-
6 =
Getriebe-Schaltsignal, nur wenn
sich die Getriebestufe ändert
7 =
Getriebe-Schaltsignal bei jedem
Werkzeug-Aufruf
8 =
ohne Getriebe-Schaltsignal
(237)
Begrenzung Drehzahl-Code
3020
-
0 ... 99999
01991 = keine Begrenzung
63
00991
Achsstillstand, falls bei einem
TOOL CALL nur eine neue Spindel
drehzahl ausgegeben wird.
3030
-
0 =
Achsstillstand
1 =
kein Achsstillstand
214 2
0
Anzeige Spindeldrehzahl
3110
I08
-
-
-
0 =
Anzeige vor M03 o. M04
1 =
Anzeige nach M03 o. M04
191
0
Programmierung der Drehzahl
S = 0 wenn MP 3240.1 ungleich 0
3120
-
0 => S = 0 erlaubt
1 0> S = 0 nicht erlaubt
190
0
R H TNC 306/335/360/2500
1.0 CNC 234/306
15.11.91
26.2
9