8 eingabe der korrekturwertliste – HEIDENHAIN TNC 306 Service Manual Benutzerhandbuch
Seite 73
SERVICEANLEITUNG TNC 306/360
Blatt 66
HEIDENHAIN Kundendienst
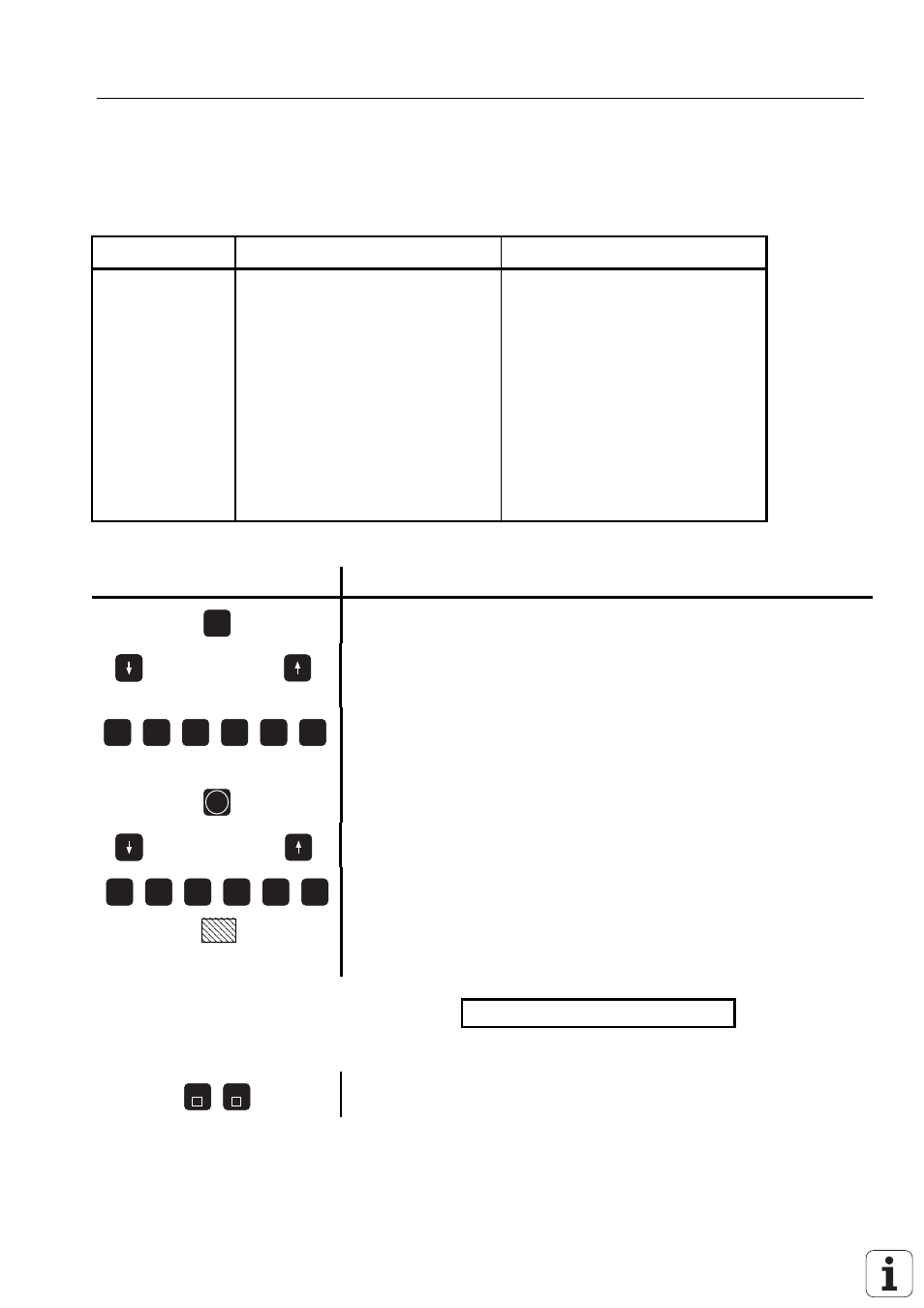
15.1.8 Eingabe der Korrekturwertliste
Maschinen-Parameter für die Nichtlineare Achsfehler-Kompensation
Parameter-Nr.
Eingabewert
Funktion
0 ... 15
Nichtlineare Achsfehler-
Kompensation
+ 0
→
inaktiv
+ 1
→
aktiv
+ 0
→
inaktiv
+ 2
→
aktiv
+ 0
→
inaktiv
+ 4
→
aktiv
+ 0
→
inaktiv
+ 8
→
aktiv
X-Achse
Y-Achse
Z-Achse
IV-Achse
Taste betätigen
Funktion
MOD
Hilfsbetriebsart "MOD" aktivieren
oder
Taste mehrmals betätigen bis Dialog SCHLUESSELZAHL=
erscheint.
1
0
5
2
9
6
Schlüsselzahl eingeben
ENT
Untermenü aufrufen
oder
Menüpunkt KORREKTURWERT-LISTE auswählen
1
0
5
2
9
6
TNC für Dateneingabe vorbereiten
...
Programm-Nummer unter der die Korrekturwertliste abge-
speichert ist eingeben
Nach erfolgter Datenübertragung, Dialog
EXTERNE DATEN-EINGABE
erlischt,
geht die Steuerung in die Korrekturwerttabelle für die X-Achse.
END
END
Korrekturwertliste verlassen