HEIDENHAIN TNC 306 Service Manual Benutzerhandbuch
Seite 150
HEIDENHAIN Kundendienst
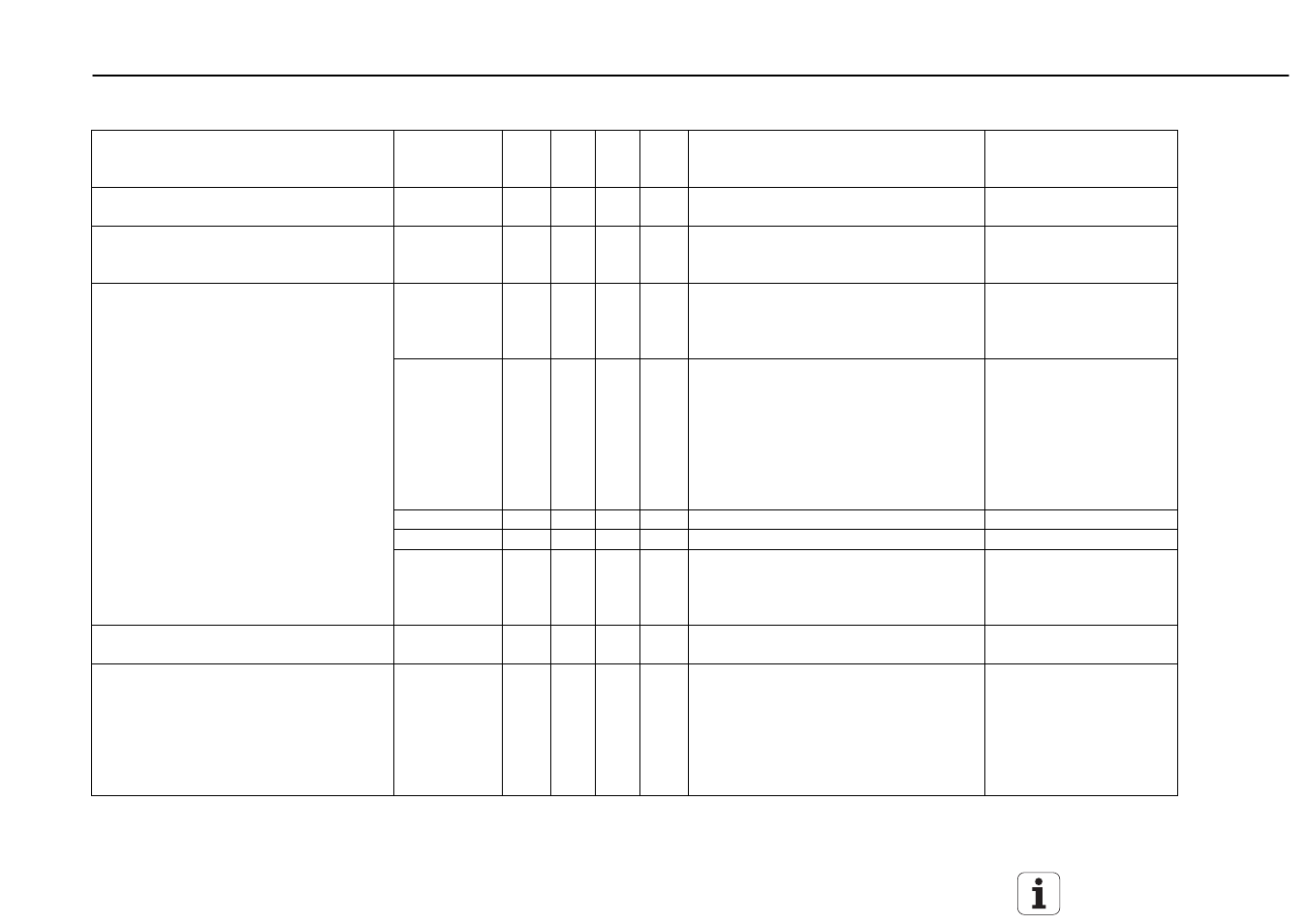
Funktion
MP
Nr.
Bit
TNC
2500
TNC
360
*NC
306
CNC
234
Eingabe
AE-6
Eingabewert
Überlappungsfaktor beim
Taschenfräsen
7430*
-
0,1
1,3
Ausgabe von M-Funktionen
Programmierter Halt bei M06
7440*
0
+ 0 = programmierter Halt bei M06
+ 1 = kein programmierter Halt bei M06
0
Ausgabe von M89, modaler Zyklus-
Aufruf
1
+ 0 = kein Zyklus-Aufruf normale Aus-
gabe von M89 am Satz-Anfang
+ 2 = modaler Zyklus-Aufruf am Satz-
Ende
Achsstillstand bei Ausgabe einer
M-Funkton
Ausnahmen: Achsstillstand erfolgt
immer bei M-Funktionen, die einen
programmierten Halt zur Folge ha-
ben (wie M00, M02..) oder bei ei-
nem STOP oder CYCL-CALL-Satz
2
+ 0 = Achsstillstand
+ 4 = kein Achsstillstand
keine Funktion
3
-
-
-
-
-
keine Funktion
4
-
-
-
-
-
PLC-Merker M2008 - M2011setzen
während Wartezeit zwischen zwei
NC-Sätzen oder bei internen Ver-
arbeitungszeiten (Parameterrechn.)
5
10
16
-
07
+ 0 = Funktion nicht aktiviert
+ 32 = Funktion aktiviert
Konstante Bahngeschwindigkeit
anEcken
7460*
0 ... 179,000 [°]
10
Anzeigemodus und Software-End-
schalter für Drehachse
-Verfahrbereich für Winkelachse
7470*
04
1)
-
I07
-
I02
07
I04
-
0 = 0 ... +/- 359,999°
(keine Endschalter-Überwachung)
1 = 0 ... +/- 30 000,000°
(Endschalter-Überwachung aktiv)
0 = 0 ... 359,999° (ohne Endschalter)
1 = +/- 360,000° (Mit Endschalter)
0
* Über Schlüsselzahl 123 zugänglich
1) nur bei TNC 2500
R H TNC 306/335/360/2500
1.0 CNC 234/306
12.07.95
26.2
28