HEIDENHAIN TNC 415 (259 9x0) Service Manual Benutzerhandbuch
Seite 242
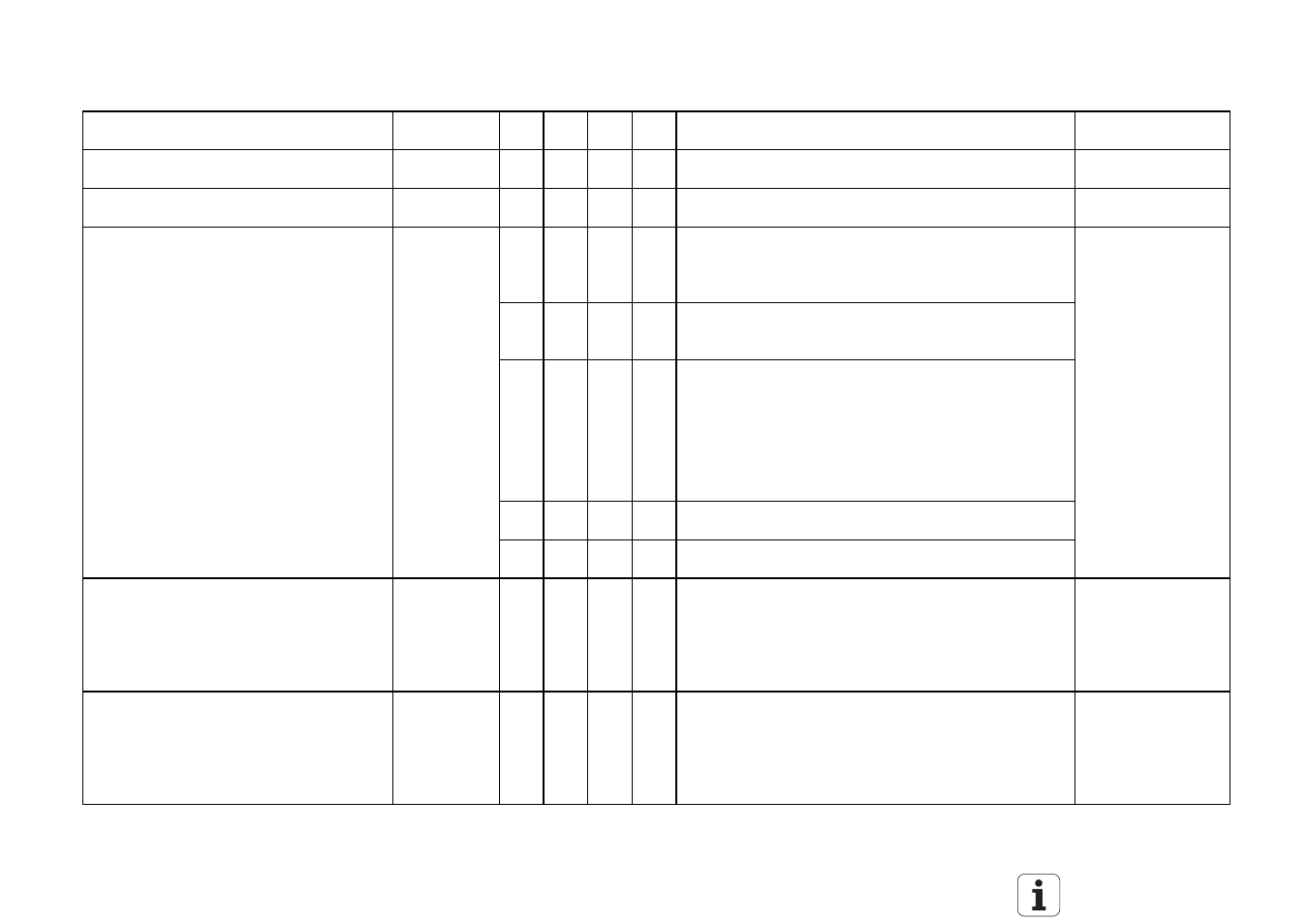
Funktion
MP
Nr.
Bit
A
B
C
D
Eingabe
AE-6
Eingabewert
Überlappungsfaktor beim
Taschenfräsen
7430*
0,1 ... 1,414
1
Toleranzbereich Kreisendpunkt
Linear-Kontur
7431*
0,0001 ... 0,016 [mm]
0,01
Ausgabe von M-Funktionen
Programmierter Halt bei M06
7440*
0
+ 0 = programmierter Halt bei M06
+ 1 = kein programmierter Halt bei M06
%00010
Ausgabe von M89, modaler Zyklus-
Aufruf
1
+ 0 = kein Zyklus-Aufruf, normale Ausgabe von M89
am Satz-Anfang
+ 2 = modaler Zyklus-Aufruf am Satz-Ende
Achsstillstand bei Ausgabe einer
M-Funktion
Ausnahmen: Achsstillstand erfolgt immer
bei M-Funktionen, die einen programmier-
ten Halt zur Folge haben (wie M00, M02...)
oder bei einem STOP oder CYCL-CALL-
Satz
2
+ 0 = Programmlauf-Halt bis zur Rückmeldung der
M-Funktion
+ 4 = kein Programmlauf-Halt, auf Rückmeldung wird
nicht gewartet
Umschaltung Kv-Faktoren (M105/106)
3
+ 0 = Funktion nicht wirksam
+ 8 = Funktion wirksam
Reduzierter Vorschub in der Werk-
zeugachse mit M103
4
+ 0 = Funktion nicht wirksam
+ 16 = Funktion wirksam
Werkzeugwechsel-Position aus
MP951.X im Satzvorlauf
X
Y
Z
IV
V
7450
0
1
2
3
4
08
0 = nicht verrechnen
+1 = X-Achse Position verrechnen
+2 = Y-Achse Position verrechnen
+4 = Z-Achse Position verrechnen
+8 = IV-Achse Position verrechnen
+16 = V-Achse Position verrechnen
%00000
Vorschub beim Wiederanfahren
an die Kontur nach Programm-
X
unterbrechung
Y
Z
IV
V
7451.0
7451.1
7451.2
7451.3
7451.4
-
-
-
-
-
-
-
-
-
-
06
06
06
06
06
10 ... 300 000 [mm/min]
0
0
0
0
0
* Über Schlüsselzahl 123 zugänglich
06.03.95
5.2
64