Delta-werte für längen und radien, Werkzeug-daten ins programm eingeben, Werkzeug-daten 5.2 – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 161
Werkzeug-Daten
5.2
5
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
161
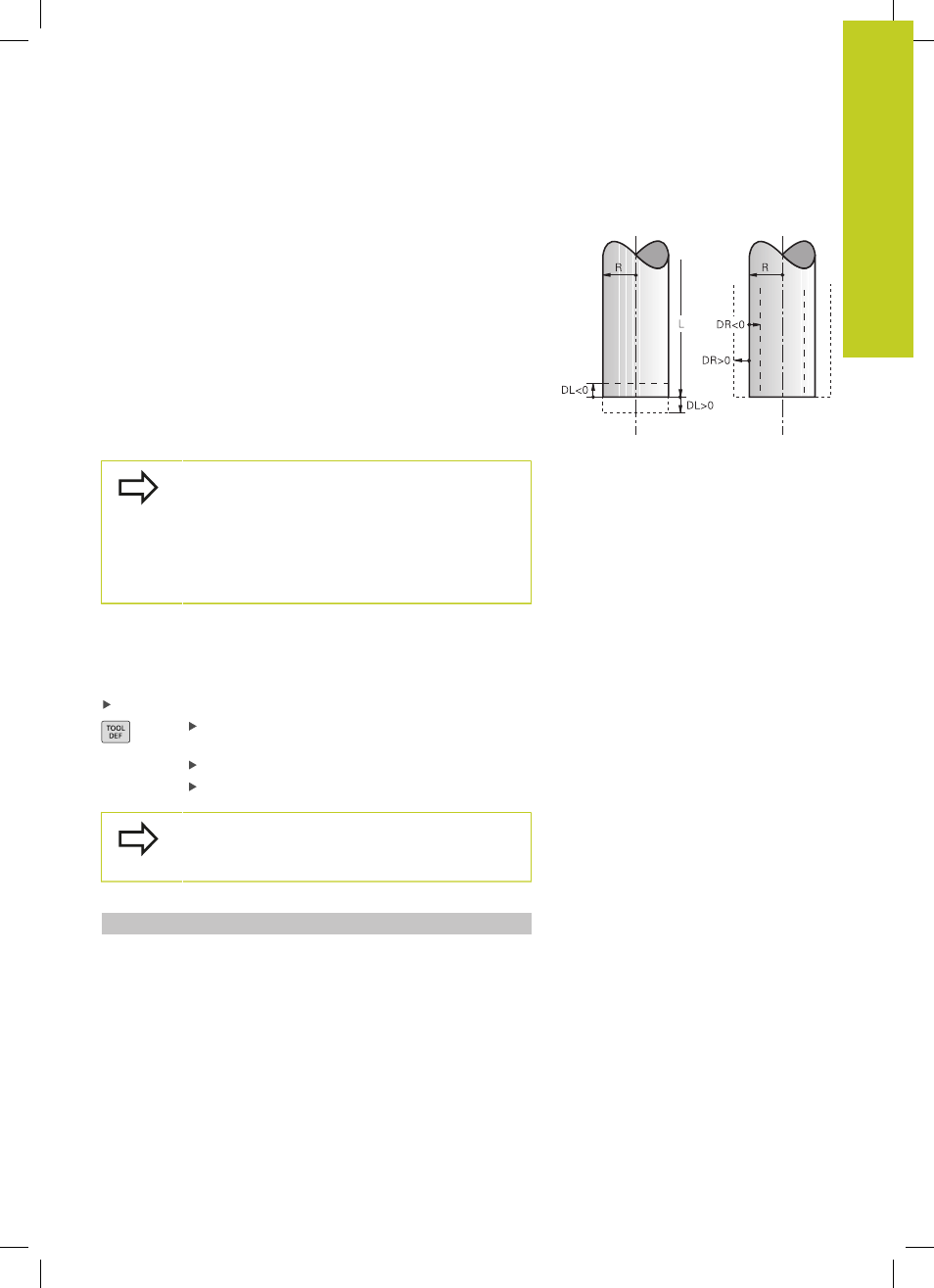
Delta-Werte für Längen und Radien
Delta-Werte bezeichnen Abweichungen für die Länge und den
Radius von Werkzeugen.
Ein positiver Delta-Wert steht für ein Aufmaß (
DL, DR, DR2>0). Bei
einer Bearbeitung mit Aufmaß geben Sie den Wert für das Aufmaß
beim Programmieren des Werkzeug-Aufrufs mit
T ein.
Ein negativer Delta-Wert bedeutet ein Untermaß (
DL, DR, DR2<0).
Ein Untermaß wird in der Werkzeug-Tabelle für den Verschleiß
eines Werkzeugs eingetragen.
Delta-Werte geben Sie als Zahlenwerte ein, in einem
T-Satz
können Sie den Wert auch mit einem Q-Parameter übergeben.
Eingabebereich: Delta-Werte dürfen maximal ± 99,999 mm
betragen.
Delta-Werte aus der Werkzeug-Tabelle beeinflussen
die grafische Darstellung des
Werkzeuges
.
Delta-Werte aus dem
T-Satz verändern in der
Simulation die dargestellte Größe des
Werkzeuges
nicht. Die programmierten Delta-Werte verschieben
aber das
Werkzeug
in der Simulation um den
definierten Betrag.
Werkzeug-Daten ins Programm eingeben
Nummer, Länge und Radius für ein bestimmtes Werkzeug legen
Sie im Bearbeitungs-Programm einmal in einem
G99-Satz fest:
Werkzeug-Definition wählen: Taste
TooL DEF drücken
Werkzeug-Nummer: Mit der Werkzeug-Nummer
ein Werkzeug eindeutig kennzeichnen
Werkzeug-Länge: Korrekturwert für die Länge
Werkzeug-Radius: Korrekturwert für den Radius
Während des Dialogs können Sie den Wert für
die Länge und den Radius direkt in das Dialogfeld
einfügen: Gewünschten Achs-Softkey drücken.
Beispiel
N40 G99 T5 L+10 R+5 *