Beispiel: bohrungsgruppen – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 252
Programmieren: Unterprogramme und Programmteil-Wiederholungen
8.6
Programmier-Beispiele
8
252
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
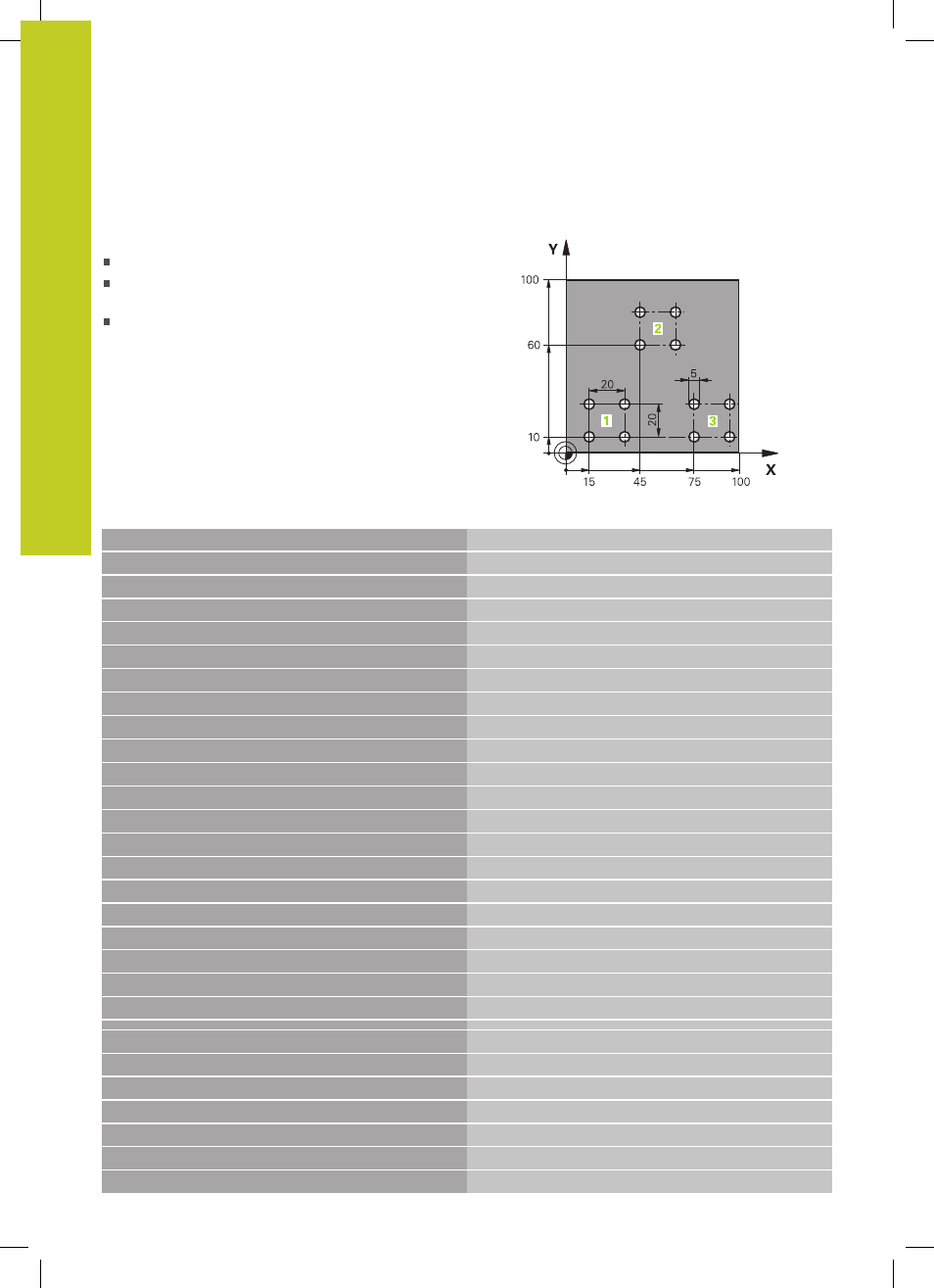
Beispiel: Bohrungsgruppen
Programm-Ablauf:
Bohrungsgruppen anfahren im Hauptprogramm
Bohrungsgruppe (Unterprogramm 1) aufrufen im
Hauptprogramm
Bohrungsgruppe nur einmal im Unterprogramm 1
programmieren
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Werkzeug-Aufruf
N40 G00 G40 G90 Z+250 *
Werkzeug freifahren
N50 G200 BOHREN
Zyklus-Definition Bohren
Q200=2
;SICHERHEITS-ABST.
Q201=-30
;TIEFE
Q206=300
;F TIEFENZUST.
Q202=5
;ZUSTELL-TIEFE
Q210=0
;F.-ZEIT OBEN
Q203=+0
;KOOR. OBERFL.
Q204=2
;2. S.-ABSTAND
Q211=0
;VERWEILZEIT UNTEN
N60 X+15 Y+10 M3 *
Startpunkt Bohrungsgruppe 1 anfahren
N70 L1,0 *
Unterprogramm für Bohrungsgruppe rufen
N80 X+45 Y+60 *
Startpunkt Bohrungsgruppe 2 anfahren
N90 L1,0 *
Unterprogramm für Bohrungsgruppe rufen
N100 X+75 Y+10 *
Startpunkt Bohrungsgruppe 3 anfahren
N110 L1,0 *
Unterprogramm für Bohrungsgruppe rufen
N120 G00 Z+250 M2 *
Ende des Hauptprogramms
N130 G98 L1 *
Anfang des Unterprogramms 1: Bohrungsgruppe
N140 G79 *
Zyklus aufrufen für Bohrung 1
N150 G91 X+20 M99 *
Bohrung 2 anfahren, Zyklus aufrufen
N160 Y+20 M99 *
Bohrung 3 anfahren, Zyklus aufrufen
N170 X-20 G90 M99 *
Bohrung 4 anfahren, Zyklus aufrufen
N180 G98 L0 *
Ende des Unterprogramms 1
N99999999 %UP1 G71 *