1 werkzeug-bewegungen, Bahnfunktionen, Zusatzfunktionen m – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 188: Unterprogramme und programmteil-wiederholungen, Programmieren mit q-parametern, Werkzeug-bewegungen
Programmieren: Konturen programmieren
6.1
Werkzeug-Bewegungen
6
188
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
6.1
Werkzeug-Bewegungen
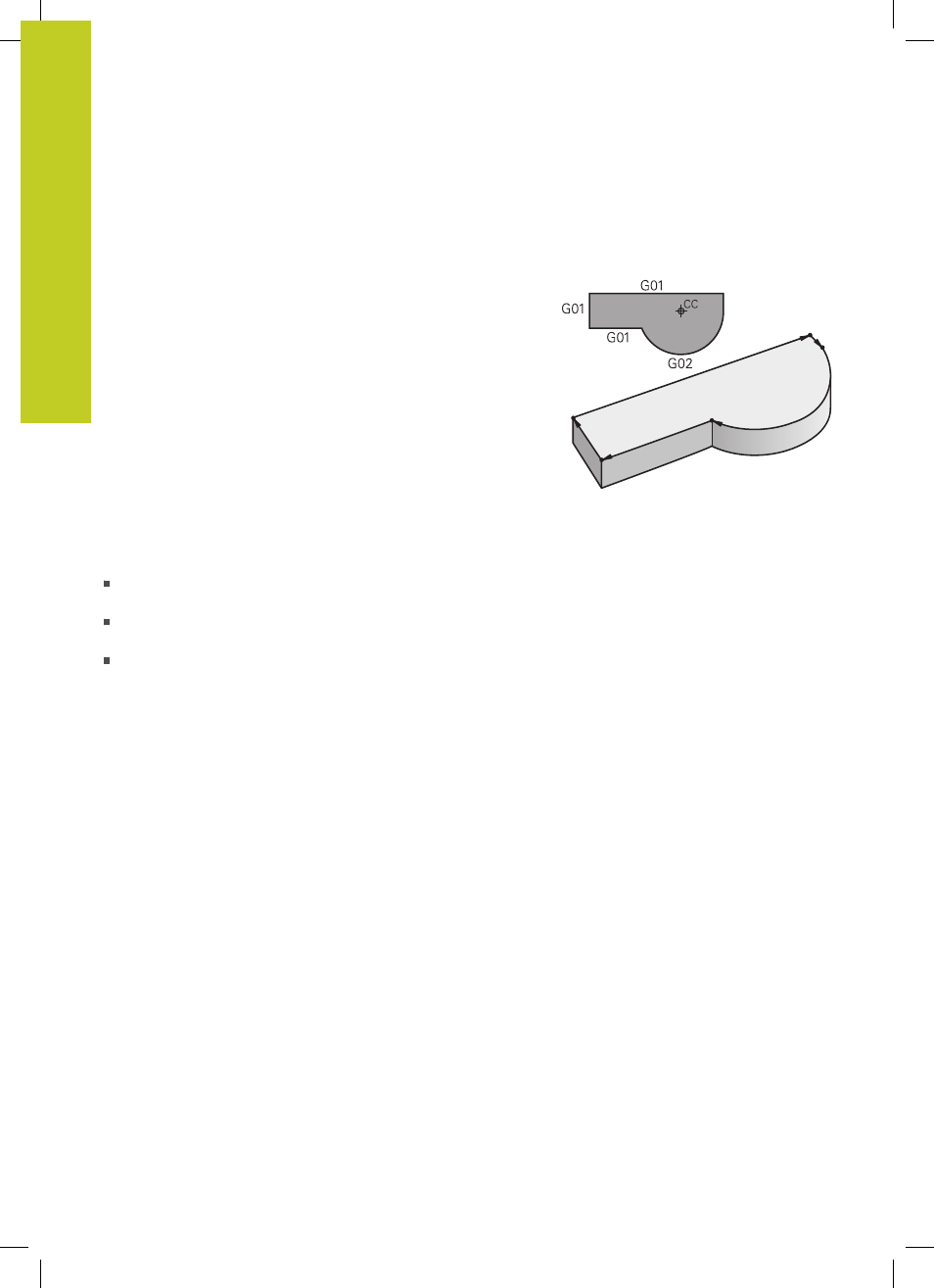
Bahnfunktionen
Eine Werkstück-Kontur setzt sich gewöhnlich aus mehreren
Konturelementen wie Geraden und Kreisbögen zusammen. Mit
den Bahnfunktionen programmieren Sie die Werkzeugbewegungen
für
Geraden
und
Kreisbögen
.
Zusatzfunktionen M
Mit den Zusatzfunktionen der TNC steuern Sie
den Programmlauf, z. B. eine Unterbrechung des
Programmlaufs
die Maschinenfunktionen, wie das Ein- und Ausschalten der
Spindeldrehung und des Kühlmittels
das Bahnverhalten des Werkzeugs
Unterprogramme und Programmteil-Wiederholungen
Bearbeitungsschritte, die sich wiederholen, geben Sie nur einmal
als Unterprogramm oder Programmteil-Wiederholung ein. Wenn
Sie einen Teil des Programms nur unter bestimmten Bedingungen
ausführen lassen möchten, dann legen Sie diese Programmschritte
ebenfalls in einem Unterprogramm fest. Zusätzlich kann ein
Bearbeitungsprogramm ein weiteres Programm aufrufen und
ausführen lassen.
Das Programmieren mit Unterprogrammen und Programmteil-
Wiederholungen: siehe "Programmieren: Unterprogramme und
Programmteil-Wiederholungen", Seite 239.
Programmieren mit Q-Parametern
Im Bearbeitungsprogramm stehen Q-Parameter stellvertretend
für Zahlenwerte: Einem Q-Parameter wird an anderer Stelle
ein Zahlenwert zugeordnet. Mit Q-Parametern können Sie
mathematische Funktionen programmieren, die den Programmlauf
steuern oder die eine Kontur beschreiben.
Zusätzlich können Sie mit Hilfe der Q-Parameter-Programmierung
Messungen mit dem 3D-Tastsystem während des Programmlaufs
ausführen.
Das Programmieren mit Q-Parametern: siehe " Programmieren: Q-
Parameter", Seite 255.