5 positions-anzeige wählen, Anwendung, Positions-anzeige wählen – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 504: Mod-funktionen 17.5 positions-anzeige wählen
MOD-Funktionen
17.5
Positions-Anzeige wählen
17
504
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
17.5
Positions-Anzeige wählen
Anwendung
Für die Betriebsart
Manueller Betrieb und die Betriebsarten
Programmlauf Satzfolge und Programmlauf Einzelsatz können
Sie die Anzeige der Koordinaten beeinflussen:
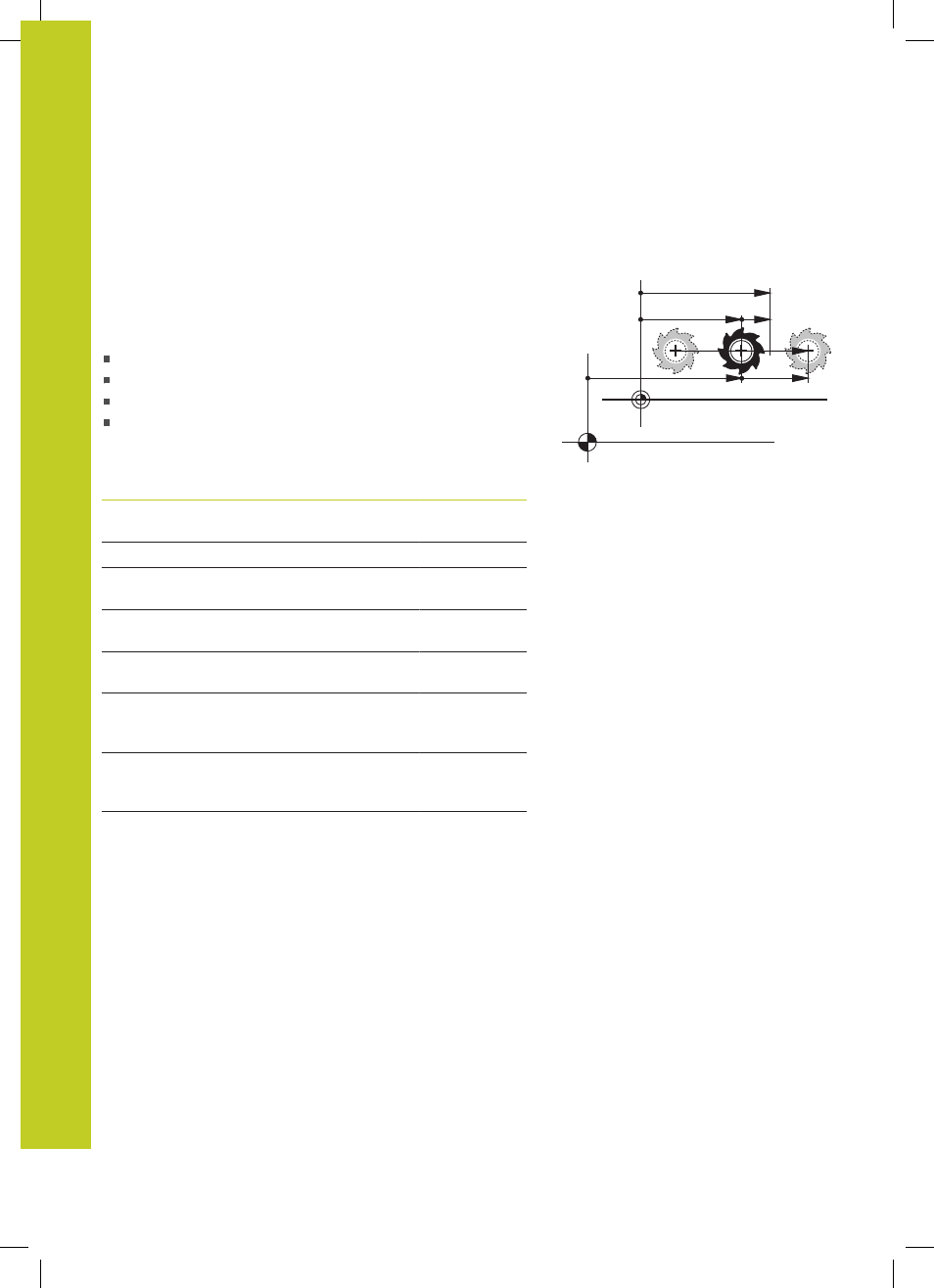
Das Bild rechts zeigt verschiedene Positionen des Werkzeugs
Ausgangsposition
Zielposition des Werkzeugs
Werkstück-Nullpunkt
Maschinen-Nullpunkt
Für die Positions-Anzeigen der TNC können Sie folgende
Koordinaten wählen:
Funktion
Anzeige
Soll-Position; von der TNC aktuell
vorgegebener Wert
SOLL
Ist-Position; momentane Werkzeug-Position
IST
Referenz-Position; Ist-Position bezogen auf
den Maschinen-Nullpunkt
REFIST
Referenz-Position; Soll-Position bezogen auf
den Maschinen-Nullpunkt
REFSOLL
Schleppfehler; Differenz zwischen Soll und Ist-
Position
SCHPF
Restweg zur programmierten Position im
Eingabe-System; Differenz zwischen Ist- und
Ziel-Position
ISTRW
Restweg zur programmierten Position
bezogen auf den Maschinen-Nullpunkt;
Differenz zwischen Ref- und Ziel-Position
REFRW
Verfahrwege, die mit der Funktion Handrad-
Überlagerung (M118) ausgeführt wurden
M118
Mit der MOD-Funktion
Positions-Anzeige 1 wählen Sie die
Positions-Anzeige in der Status-Anzeige.
Mit der MOD-Funktion
Positions-Anzeige 2 wählen Sie die
Positions-Anzeige in der zusätzlichen Status-Anzeige.