Verfahren der maschinenachsen 14.2 – HEIDENHAIN TNC 620 (81760x-01) ISO programming Benutzerhandbuch
Seite 407
Verfahren der Maschinenachsen 14.2
14
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2014
407
1
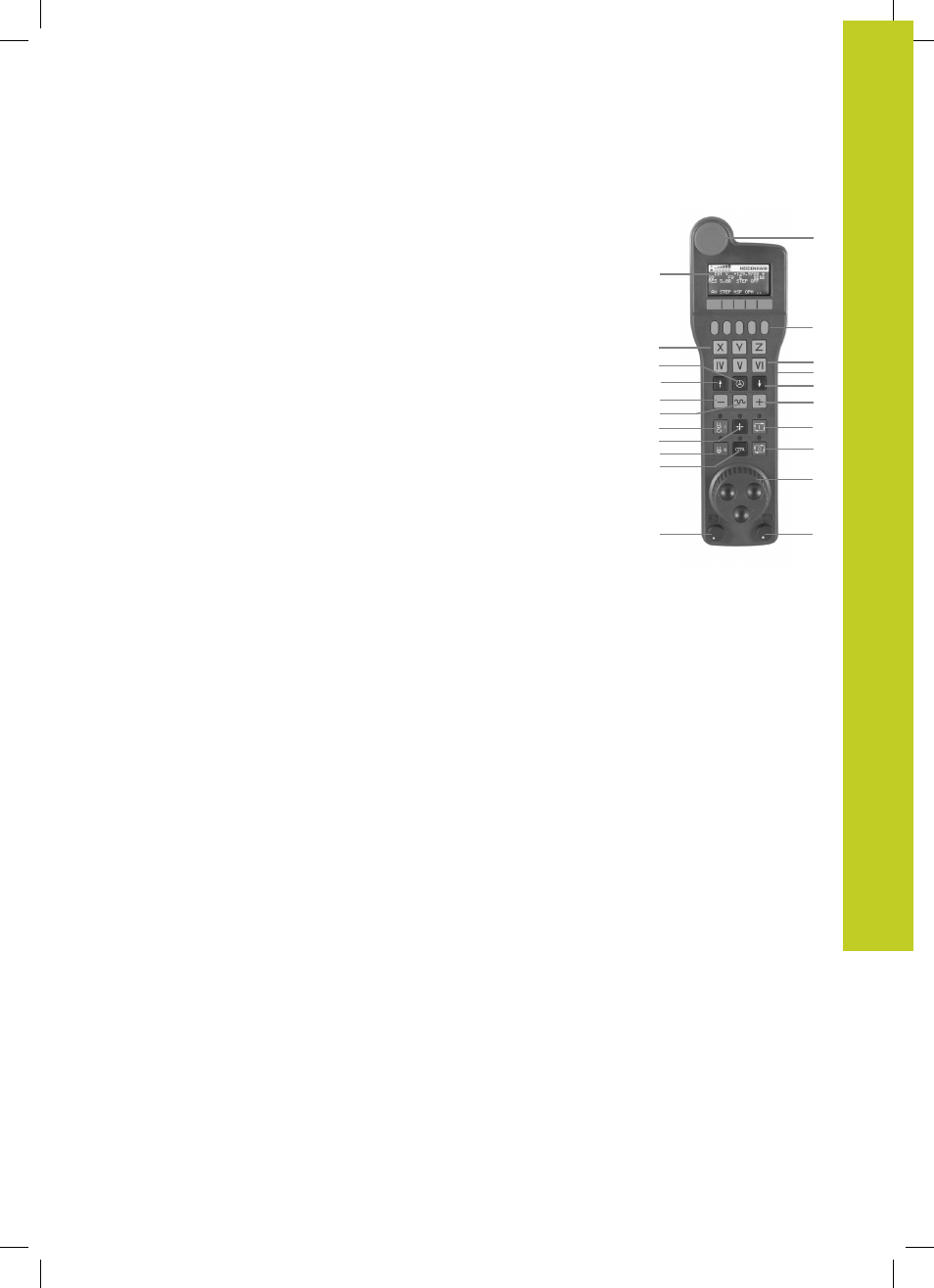
NOT-AUS-Taste
2
Handrad-Display zur Status-Anzeige und Auswahl von
Funktionen, weitere Informationen dazu: ""
3
Softkeys
4
Achswahltasten, können vom Maschinenhersteller
entsprechend der Achskonfiguration getauscht werden
5
Zustimmtaste
6
Pfeiltasten zur Definition der Handrad-Empfindlichkeit
7
Handrad-Aktivierungstaste
8
Richtungstaste, in die die TNC die gewählte Achse verfährt
9
Eilgangüberlagerung für Richtungstaste
10 Spindel einschalten (maschinenabhängige Funktion, Taste vom
Maschinenhersteller tauschbar)
11 Taste „NC-Satz generieren“ (maschinenabhängige Funktion,
Taste vom Maschinenhersteller tauschbar)
12 Spindel ausschalten (maschinenabhängige Funktion, Taste vom
Maschinenhersteller tauschbar)
13 CTRL-Taste für Sonderfunktionen (maschinenabhängige
Funktion, Taste vom Maschinenhersteller tauschbar)
14 NC-Start (maschinenabhängige Funktion, Taste vom
Maschinenhersteller tauschbar)
15 NC-Stopp (maschinenabhängige Funktion, Taste vom
Maschinenhersteller tauschbar)
16 Handrad
17 Spindeldrehzahl-Potentiometer
18 Vorschub-Potentiometer
19 Kabelanschluss, entfällt bei Funkhandrad HR 550 FS
2
8
7
8
9
6
3
1
18
11
17
12
10
4
5
6
4
14
15
16
13