HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 10
I - 1 Grundlagen für Positionsangaben
POSITIP 855
Benutzer-Anleitung
11
Grundlagen für Positionsangaben
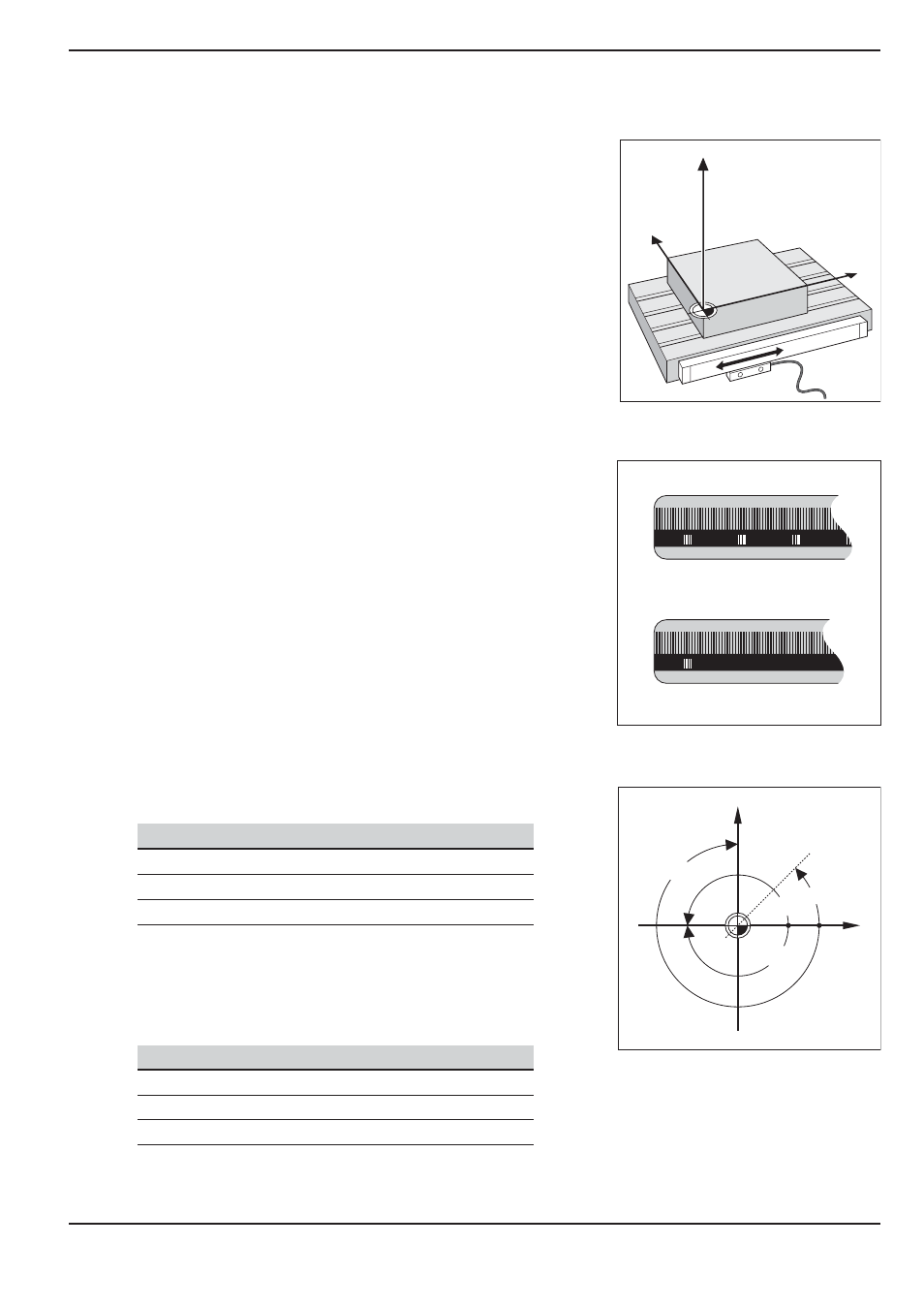
Wegmeßsysteme
Die Wegmeßsysteme wandeln die Bewegungen der Maschinen-
achsen in elektrische Signale um. Der POSITIP wertet die Signale
aus, ermittelt die Ist-Position der Maschinenachsen und zeigt die
Position als Zahlenwert am Bildschirm an.
Bei einer Stromunterbrechung geht die Zuordnung zwischen der
Maschinenschlitten-Position und der berechneten Ist-Position
verloren. Mit den Referenzmarken der Wegmeßsysteme und der
REF-Automatik des POSITIPs können Sie diese Zuordnung nach
dem Einschalten wieder herstellen.
Winkel-Bezugsachse
Für Winkelangaben sind die folgenden Bezugsachsen definiert:
Ebene
Winkel-Bezugsachse
X Y
+X
Y Z
+Y
Z X
+Z
Positiver Drehsinn ist der Gegen-Uhrzeigersinn, wenn die
Bearbeitungsebene in Richtung der negativen Werkzeug-
Achse betrachtet wird (siehe Bild 10).
Beispiel: Winkel in der Bearbeitungsebene X / Y
Winkel
Entspricht der
+
45°
... Winkelhalbierenden zwischen +X und +Y
+/ 180°
... negativen X-Achse
270°
... positiven Y-Achse
Referenzmarken
Auf den Maßstäben der Wegmeßsysteme sind eine oder mehrere
Referenzmarken angebracht. Die Referenzmarken erzeugen beim
Überfahren ein Signal, das für den POSITIP eine Maßstabs-Position
als Referenzpunkt (Maßstabs-Bezugspunkt = maschinenfester
Bezugspunkt) kennzeichnet.
Beim Überfahren dieser Referenzpunkte ermittelt der POSITIP
mit der REF-Automatik wieder die Zuordnungen zwischen Achs-
schlitten-Position und Anzeigewerten, die Sie zuletzt festgelegt
haben.
Bei Längenmeßsystemen mit abstandscodierten Referenzmarken
brauchen Sie die Maschinenachsen dazu nur maximal20 mm
(20° bei Winkelmeßsystemen) zu verfahren.
Y
X
Z
Y
X
+45°
+180°
–180°
–270°
Bild 8: Wegmeßsystem für eine Linearachse,
z.B. für die X-Achse
Bild 9: Maßstäbe oben mit abstands-
codierten Referenzmarken, unten mit
einer Referenzmarke
Bild 10: Winkel und die Winkel-Bezugsachse,
z.B. in der X / Y - Ebene