Werkzeug-daten in einem programm aufrufen – HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 49
I - 4 POSITIP programmieren
50
Benutzer-Anleitung
POSITIP 855
Werkzeug-Daten in einem Programm aufrufen
In Kapitel I - 2 wurde erklärt, wie Sie Länge und Durchmesser Ihrer
Werkzeuge in die Werkzeug-Tabelle des POSITIPs eintragen.
Die in der Tabelle gespeicherten Werkzeug-Daten können Sie
auch aus einem Programm heraus aufrufen.
Wenn Sie beim Abarbeiten eines Programms das Werkzeug
wechseln, brauchen Sie nicht jedesmal in der Werkzeug-Tabelle
die neuen Werkzeug-Daten wählen.
Mit dem TOOL CALL-Befehl ruft der POSITIP automatisch
Werkzeug-Länge und -Durchmesser aus der Werkzeug-Tabelle ab.
Die Werkzeug-Achse zum Abarbeiten legen Sie im Programm fest.
Wenn Sie im Programm eine andere Werkzeug-Achse
eingeben, als in der Tabelle steht, speichert der
POSITIP die neue Werkzeug-Achse in der Tabelle.
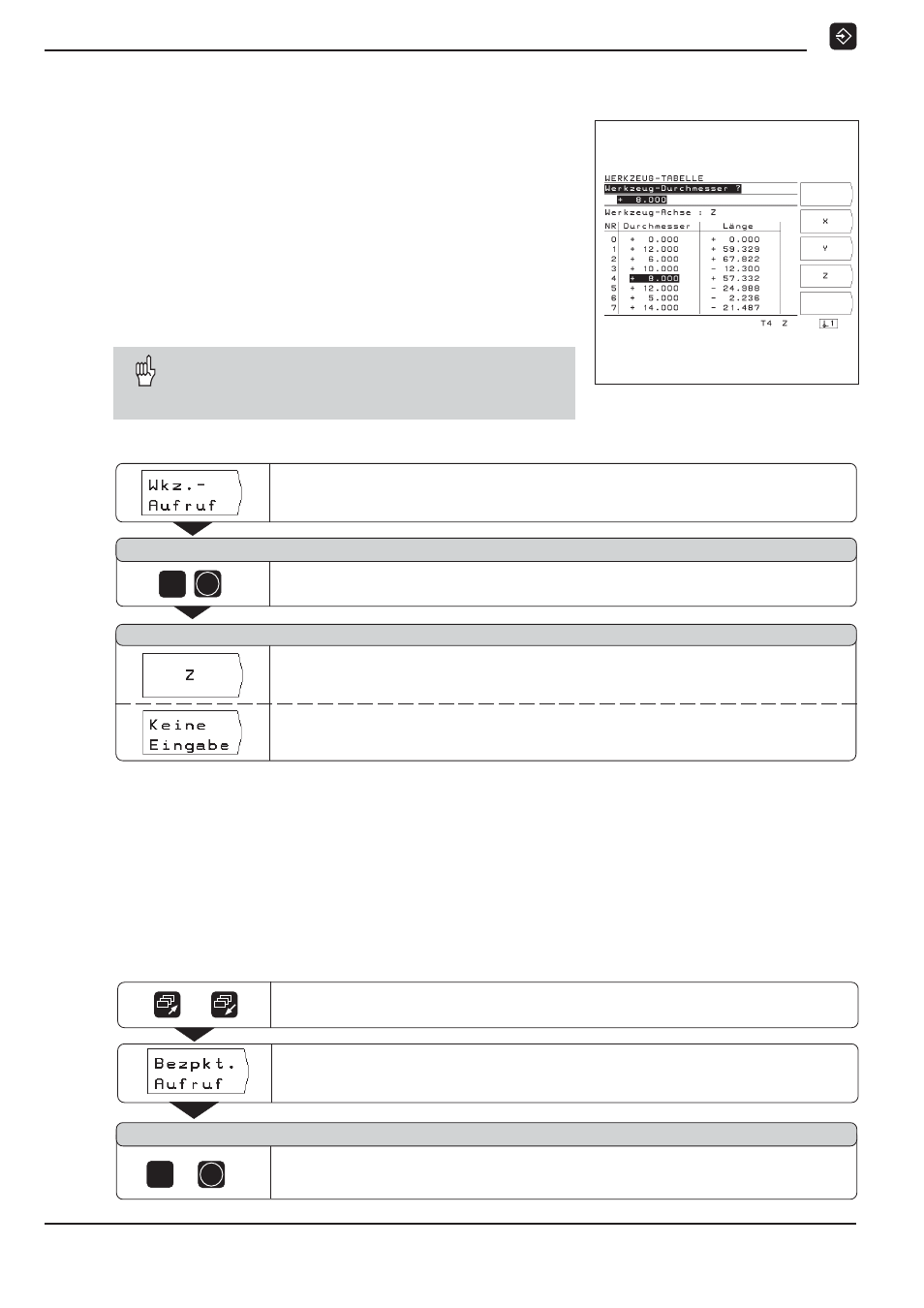
Bild 27: Die Werkzeug-Tabelle am POSITIP-
Bildschirm
Betriebsart: PROGRAMM-EINSPEICHERN
W e r k z e u g - A c h s e ?
ENT
4
Werkzeug-Nummer eingeben ( z.B 4 ) unter der die Werkzeug-Daten in der
Werkzeug-Tabelle gespeichert sind. Eingabe bestätigen.
Werkzeug-Daten aus der Werkzeug-Tabelle aufrufen.
W e r k z e u g - N u m m e r ?
Werkzeug-Achse eingeben ( z.B Z ).
Im Programm steht der Werkzeug-Aufruf TOOL CALL 4 Z.
Keine Eingabe
für die Werkzeug-Achse, falls schon ein TOOL CALL-
Satz mit Werkzeug-Achse im Programm steht.
Bezugspunkt aufrufen
Der POSITIP speichert bis zu 99 Bezugspunkte in einer Bezugs-
punkt-Tabelle. Im Programm können Sie einen Bezugspunkt aus
der Tabelle aufrufen. Dazu geben Sie über den Softkey Bezpkt.-
Aufruf
einen Satz DATUM XX ein, der während des Programm-
laufs den unter XX eingegebenen Bezugspunkt aufruft.
Betriebsart: PROGRAMM-EINSPEICHERN
Zur dritten Softkey-Leiste blättern.
Bezugspunkt aus der Tabelle aufrufen.
/
B e z u g s p u n k t - N u m m e r ?
Bezugspunkt-Nummer eingeben (z.B. 5).
Eingabe bestätigen. Eingabebereich: 1 bis 99.
5
ENT