HEIDENHAIN PT 855 for Milling Benutzerhandbuch
Seite 58
I - 4 POSITIP programmieren
POSITIP 855
Benutzer-Anleitung
59
0
ENT
1
1
8
ENT
5
ENT
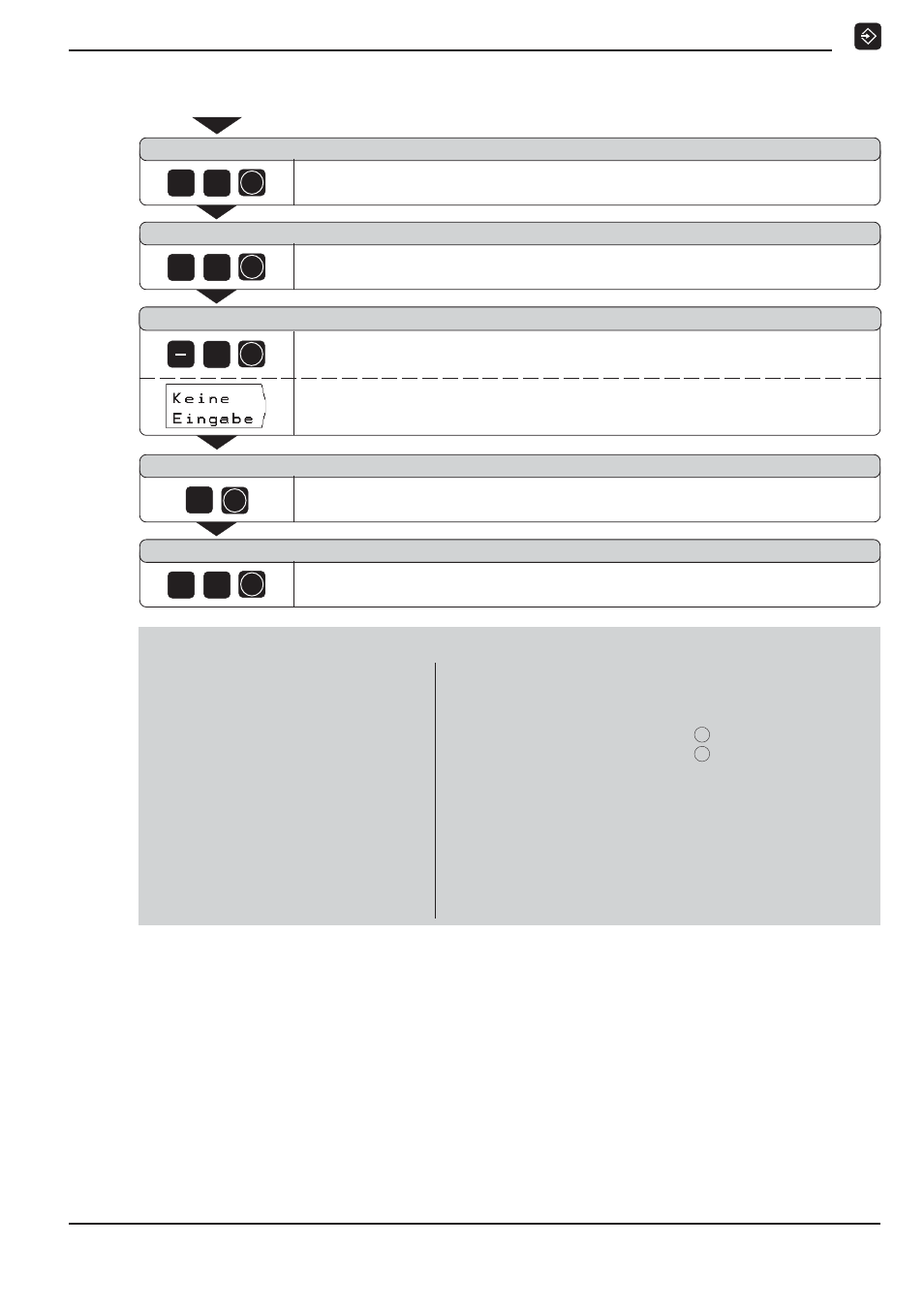
Keine Eingabe
für die Bohrtiefe, z.B. falls Bohrungen
unterschiedlich tief gebohrt werden sollen.
1
2
ENT
3
ENT
Programm-Sätze
0
BEGIN PGM 80 MM
Programm-Anfang, Programm-Nummer und Maßsystem
1
Z+20.000
Sichere Höhe
2
CYCL 4.0 LOCHREIHEN
Zyklus-Daten für Lochreihen folgen
3
CYCL 4.1 POSX
+20.000
X-Koordinate der ersten Bohrung
1
4
CYCL 4.2 POSY
+15.000
Y-Koordinate der ersten Bohrung
1
5
CYCL 4.3 B.ANZ
4
Anzahl der Bohrungen je Lochreihe
6
CYCL 4.4 BABST
+10.000
Abstand der Bohrungen auf der Lochreihe
7
CYCL 4.5 WNKL
+18.000
Winkel zwischen den Lochreihen und der X-Achse
8
CYCL 4.6 TIEFE
–5.000
Bohrtiefe
9
CYCL 4.7 R.ANZ
3
Anzahl der Lochreihen
10
CYCL 4.8 RABST
+12.000
Abstand zwischen zwei Lochreihen
11
Z+20.000
Sichere Höhe
12
END PGM 80 MM
Programm-Ende, Programm-Nummer und Maßsystem
Die Lochreihen werden in der Betriebsart PROGRAMM-
ABARBEITEN
ausgeführt.
Bohrbilder im Programm
A b s t a n d d e r R e i h e n ?
A n z a h l d e r R e i h e n ?
B o h r t i e f e ?
B o h r u n g s a b s t a n d ?
W i n k e l ?
Anzahl der Reihen
eingeben ( R.ANZ = 3 ).
Eingabe bestätigen.
Bohrungsabstand
auf der Lochreihe eingeben ( BABST = 10 mm ).
Eingabe bestätigen.
Winkel
zwischen der X-Achse und den Lochreihen eingeben (WNKL = 18°).
Eingabe bestätigen.
Bohrtiefe
eingeben ( TIEFE = – 5 mm ).
Eingabe bestätigen.
Abstand der Reihen
eingeben ( RABST = 12 mm ).
Eingabe bestätigen.