Werkzeug-radiuskorrektur, Ur: siehe "werkzeug-radiuskorrektur, Seite 197 – HEIDENHAIN TNC 640 (34059x-04) Benutzerhandbuch
Seite 197: Werkzeug-korrektur 5.3
Werkzeug-Korrektur
5.3
5
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
197
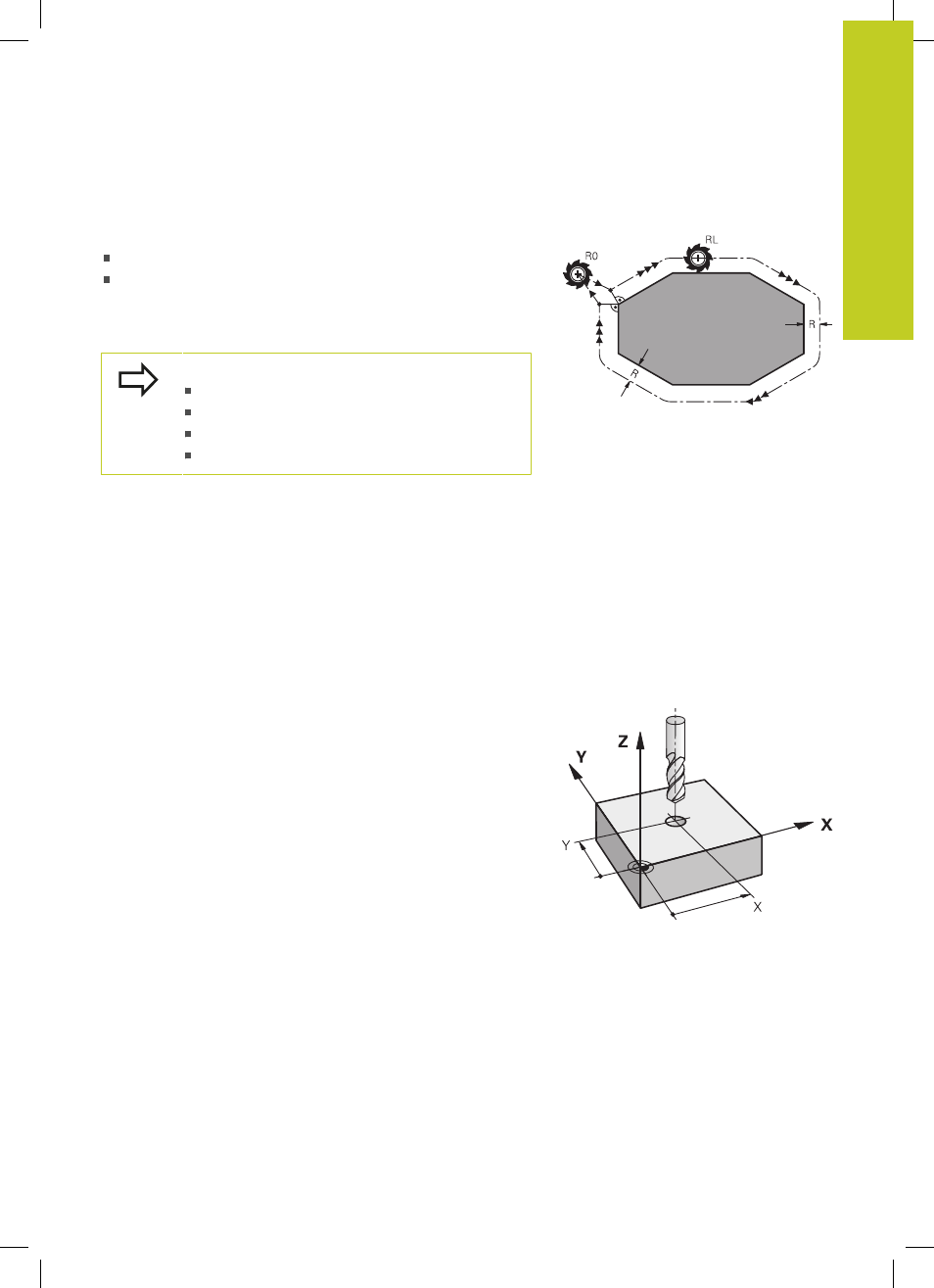
Werkzeug-Radiuskorrektur
Der Programm-Satz für eine Werkzeug-Bewegung enthält:
RL oder RR für eine Radiuskorrektur
R0, wenn keine Radiuskorrektur ausgeführt werden soll
Die Radiuskorrektur wirkt, sobald ein Werkzeug aufgerufen und
mit einem Geradensatz in der Bearbeitungsebene mit
RLoder RR
verfahren wird.
Die TNC hebt die Radiuskorrektur auf, wenn Sie:
einen Geradensatz mit
R0 programmieren
die Kontur mit der Funktion
DEP verlassen
einen
PGM CALL programmieren
ein neues Programm mit
PGM MGT anwählen
Bei der Radiuskorrektur berücksichtigt die TNC Delta-Werte sowohl
aus dem
TOOL CALL-Satz als auch aus der Werkzeug-Tabelle
berücksichtigt:
Korrekturwert =
R + DR
TOOL CALL
+
DR
TAB
mit
R:
Werkzeug-Radius
R aus TOOL DEF-Satz oder
Werkzeug-Tabelle
DR
TOOL
CALL
:
Aufmaß
DR für Radius aus TOOL CALL-Satz
DR
TAB
:
Aufmaß
DR für Radius aus der Werkzeug-Tabelle
Bahnbewegungen ohne Radiuskorrektur: R0
Das Werkzeug verfährt in der Bearbeitungsebene mit seinem
Mittelpunkt auf der programmierten Bahn, bzw. auf die
programmierten Koordinaten.
Anwendung: Bohren, Vorpositionieren.