5 function tcpm (software-option 2), Funktion, Function tcpm definieren – HEIDENHAIN TNC 640 (34059x-04) Benutzerhandbuch
Seite 454: Function tcpm (software-option 2), Seite 454
Programmieren: Mehrachs-Bearbeitung
12.5 FUNCTION TCPM (Software-Option 2)
12
454
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
12.5
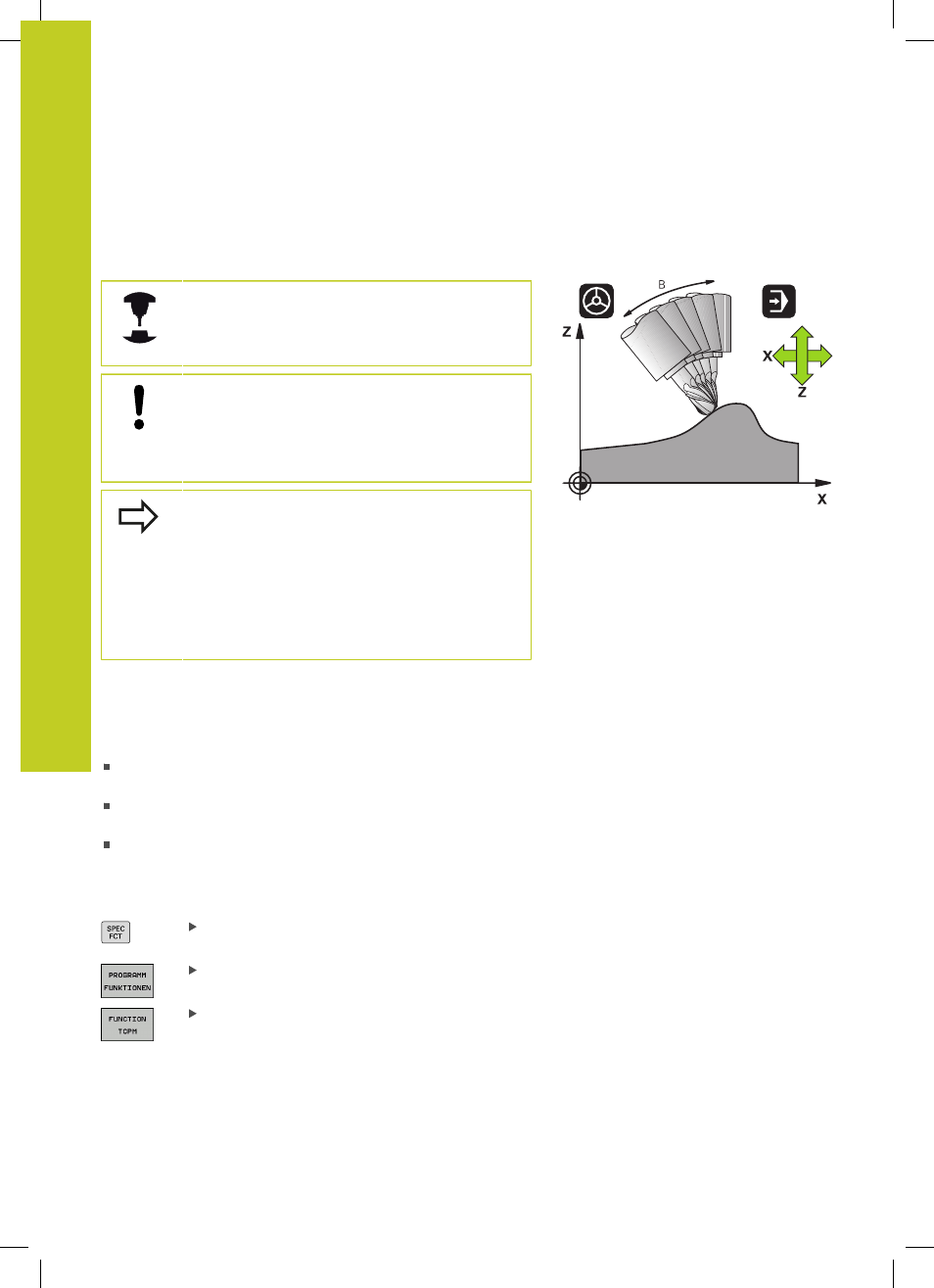
FUNCTION TCPM (Software-Option 2)
Funktion
Die Maschinengeometrie muss vom
Maschinenhersteller in der Kinematikbeschreibung
definiert sein.
Bei Schwenkachsen mit Hirth-Verzahnung:
Stellung der Schwenkachse nur verändern, nachdem
Sie das Werkzeug freigefahren haben. Ansonsten
können durch das Herausfahren aus der Verzahnung
Konturverletzungen entstehen.
Vor Positionierungen mit
M91 oder M92 und vor
einem
TOOL CALL: FUNCTION TCPM rücksetzen.
Um Kontur-Verletzungen zu vermeiden dürfen Sie mit
FUNCTION TCPM nur Radiusfräser verwenden.
Die Werkzeug-Länge muss sich auf das
Kugelzentrum des Radiusfräsers beziehen.
Wenn
FUNCTION TCPM aktiv ist, zeigt die TNC in der
Positions-Anzeige das Symbol
TCPM an.
FUNCTION TCPM ist eine Weiterentwicklung der Funktion
M128, mit der Sie das Verhalten der TNC beim Positionieren von
Drehachsen festlegen können. Im Gegensatz zu
M128 können
Sie bei
FUNCTION TCPM die Wirkungsweise verschiedener
Funktionalitäten selbst definieren:
Wirkungsweise des programmierten Vorschubes:
F TCP / F
CONT
Interpretation der im NC-Programm programmierten Drehachs-
Koordinaten:
AXIS POS / AXIS SPAT
Interpolationsart zwischen Start- und Zielposition:
PATHCTRL
AXIS / PATHCTRL VECTOR
FUNCTION TCPM definieren
Sonderfunktionen wählen
Programmierhilfen wählen
Funktion FUNCTION TCPM wählen