Zusatz-funktionen für drehachsen 12.4 – HEIDENHAIN TNC 640 (34059x-04) Benutzerhandbuch
Seite 449
Zusatz-Funktionen für Drehachsen 12.4
12
TNC 640 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2014
449
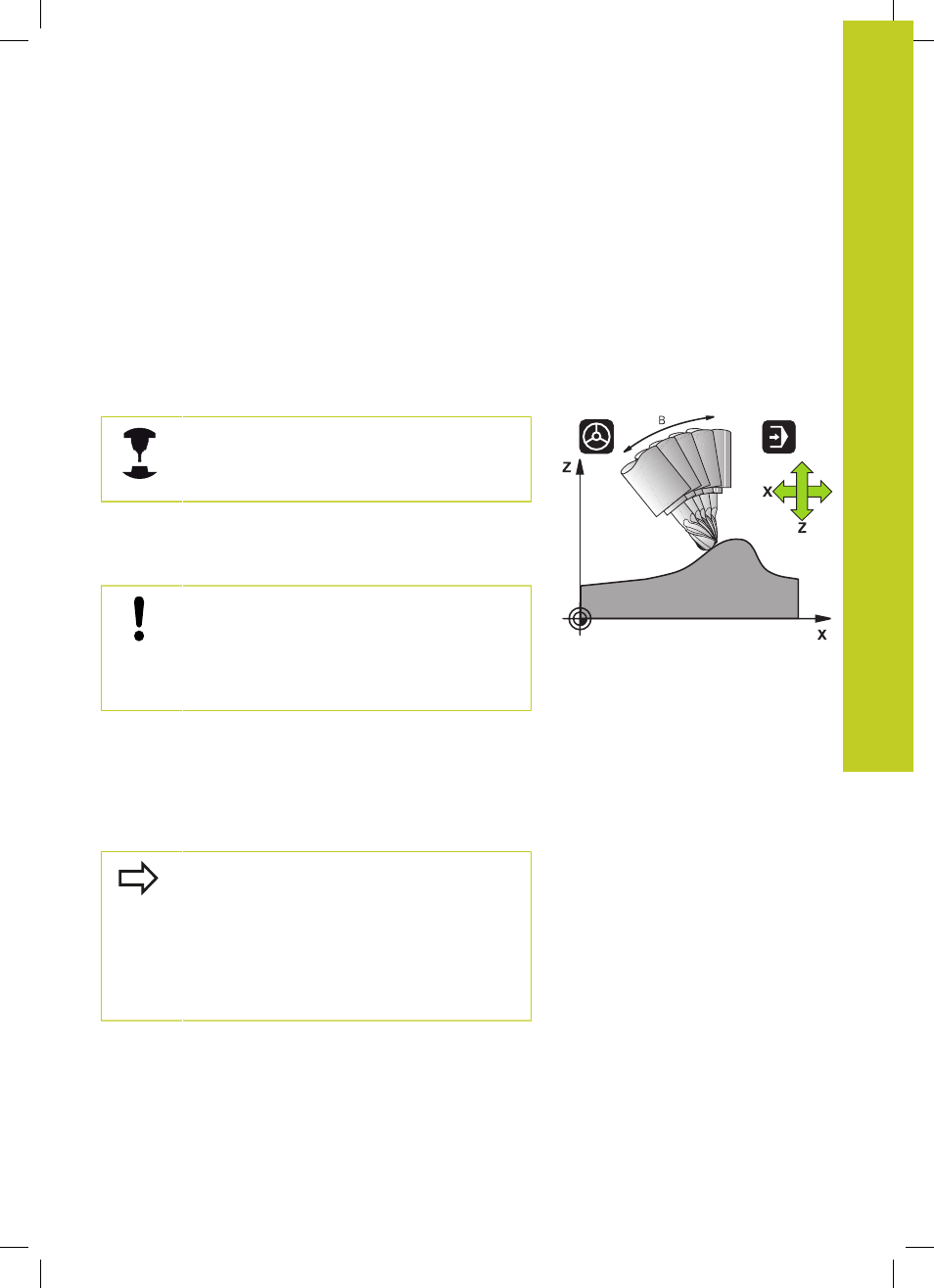
Position der Werkzeugspitze beim Positionieren von
Schwenkachsen beibehalten (TCPM): M128 (Software-
Option 2)
Standardverhalten
Die TNC fährt das Werkzeug auf die im Bearbeitungs-Programm
festgelegten Positionen. Ändert sich im Programm die Position
einer Schwenkachse, so muss der daraus entstehende Versatz in
den Linearachsen berechnet und in einem Positioniersatz verfahren
werden.
Verhalten mit M128 (TCPM: Tool Center Point Management)
Die Maschinengeometrie muss vom
Maschinenhersteller in der Kinematikbeschreibung
definiert sein.
Ändert sich im Programm die Position einer gesteuerten
Schwenkachse, dann bleibt während des Schwenkvorganges
die Position der Werkzeugspitze gegenüber dem Werkstück
unverändert.
Achtung Gefahr für Werkstück!
Bei Schwenkachsen mit Hirth-Verzahnung: Stellung
der Schwenkachse nur verändern, nachdem Sie
das Werkzeug freigefahren haben. Ansonsten
können durch das Herausfahren aus der Verzahnung
Konturverletzungen entstehen.
Hinter
M128 können Sie noch einen Vorschub eingeben, mit dem
die TNC die Ausgleichsbewegungen in den Linearachsen ausführt.
Verwenden Sie
M128 in Verbindung mit M118, wenn Sie während
des Programmlaufs die Stellung der Schwenkachse mit dem
Handrad verändern wollen. Die Überlagerung einer Handrad-
Positionierung erfolgt bei aktivem
M128 im maschinenfesten
Koordinatensystem.
Vor Positionierungen mit
M91 oder M92 und vor
einem
TOOL CALL-Satz: M128 rücksetzen.
Um Kontur-Verletzungen zu vermeiden dürfen Sie mit
M128 nur Radiusfräser verwenden.
Die Werkzeug-Länge muss sich auf das
Kugelzentrum des Radiusfräsers beziehen.
Wenn
M128 aktiv ist, zeigt die TNC in der Status-
Anzeige das Symbol TCPM an.