Gewindefraesen (zyklus 262) – HEIDENHAIN iTNC 530 (340 420) Benutzerhandbuch
Seite 275
HEIDENHAIN iTNC 530
247
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
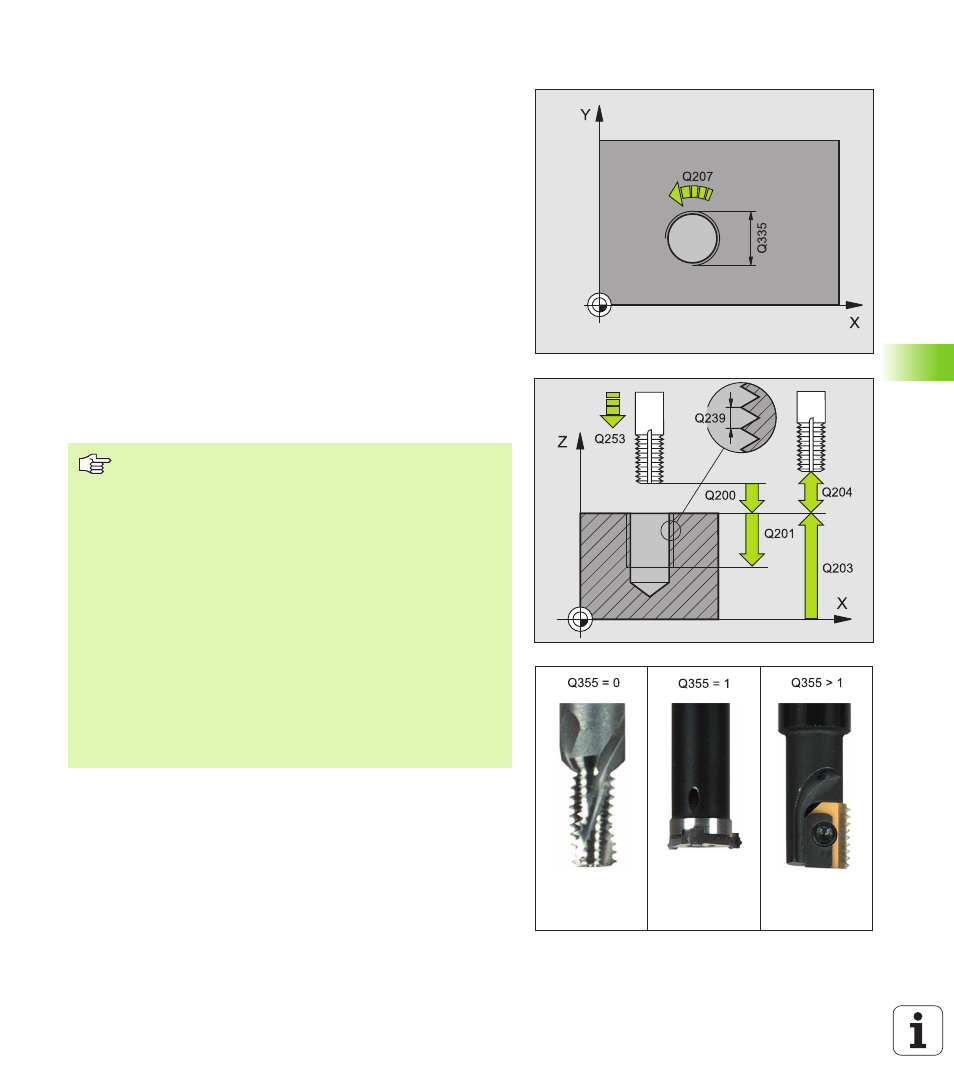
GEWINDEFRAESEN (Zyklus 262)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
FMAX auf den eingegebenen Sicherheits-Abstand über der Werk-
stück-Oberfläche
2
Das Werkzeug fährt mit dem programmierten Vorschub Vorposi-
tionieren auf die Startebene, die sich aus dem Vorzeichen der
Gewindesteigung, der Fräsart und der Anzahl der Gänge zum
Nachsetzten ergibt
3
Anschließend fährt das Werkzeug tangential in einer Helix-Bewe-
gung an den Gewindenenndurchmesser. Dabei wird vor der Helix-
Anfahrbewegung noch eine Ausgleichsbewegung in der Werk-
zeugachse durchgeführt, um mit der Gewindebahn auf der pro-
grammierten Startebene zu beginnen
4
Abhängig vom Parameter Nachsetzen fräst das Werkzeug das
Gewinde in einer, in mehreren versetzten oder in einer kontinuier-
lichen Schraubenlinienbewegung
5
Danach fährt das Werkzeug tangential von der Kontur zurück zum
Startpunkt in der Bearbeitungsebene
6
Am Ende des Zyklus fährt die TNC das Werkzeug im Eilgang auf
den Sicherheits-Abstand oder – falls eingegeben – auf den
2. Sicherheits-Abstand
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur R0 programmie-
ren.
Das Vorzeichen des Zyklusparameters Gewindetiefe legt
die Arbeitsrichtung fest. Wenn Sie die Gewindetiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Die Anfahrbewegung an den Gewindenenndurchmesser
erfolgt im Halbkreis von der Mitte aus. Ist der Werkzeug-
durchmesser um die 4fache Steigung kleiner als der
Gewindenenndurchmesser wird eine seitliche Vorpositio-
nierung ausgeführt.
Beachten Sie, dass die TNC vor der Anfahrbewegung eine
Ausgleichsbewegung in der Werkzeug-Achse durchführt.
Die Größe der Ausgleichsbewegung ist von der Gewinde-
steigung abhängig. Auf ausreichend Platz in der Bohrung
achten!