Schlichten seite (zyklus 24), 24 schlichten seite (wahlweise verwendbar), 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 420) Benutzerhandbuch
Seite 336
308
8 Programmieren: Zyklen
8.6 SL
-Zyklen
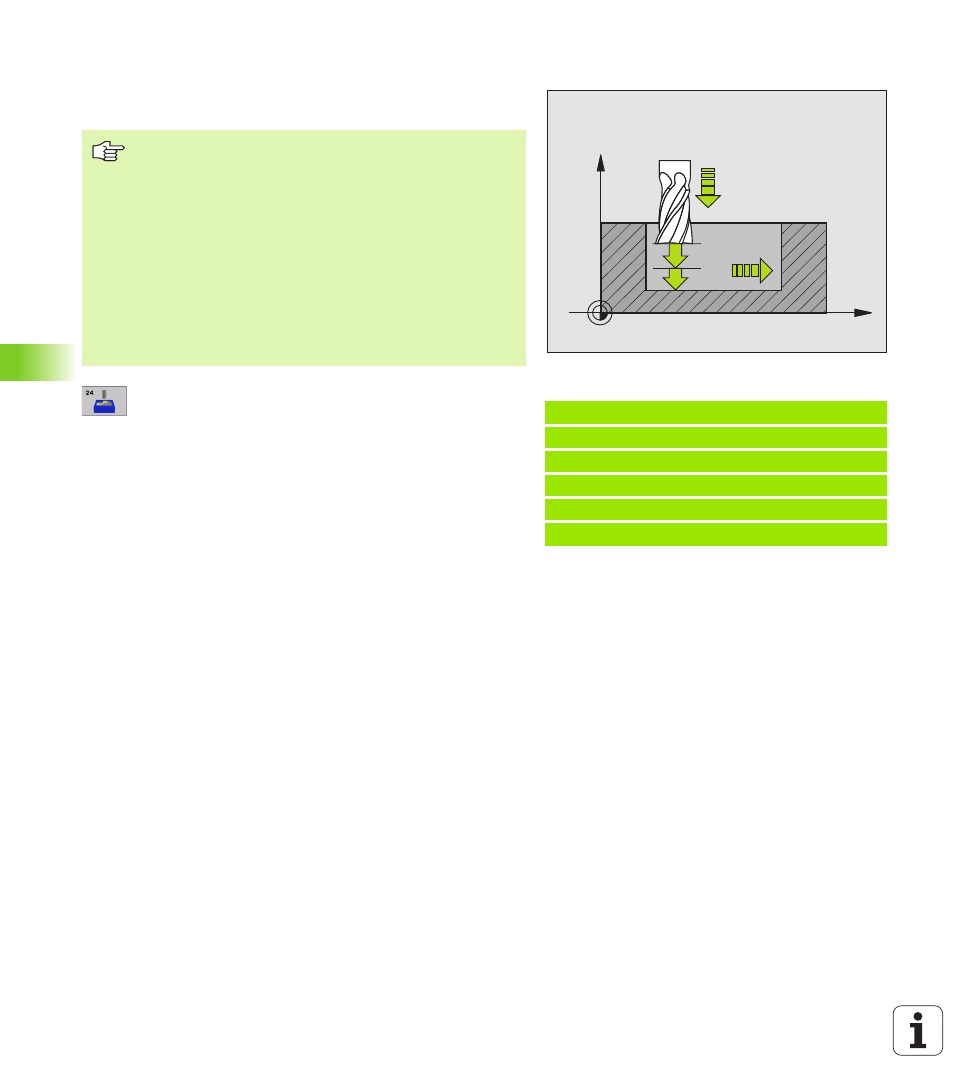
SCHLICHTEN SEITE (Zyklus 24)
Die TNC fährt das Werkzeug auf einer Kreisbahn tangential an die Teil-
konturen. Jede Teilkontur wird separat geschlichtet.
U
U
U
U
Drehsinn? Uhrzeigersinn = –1
Q9:
Bearbeitungsrichtung:
+1:Drehung im Gegen-Uhrzeigersinn
–1:Drehung im Uhrzeigersinn
U
U
U
U
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
U
U
U
U
Vorschub Tiefenzustellung
Q11: Eintauchvorschub
U
U
U
U
Vorschub Ausräumen
Q12: Fräsvorschub
U
U
U
U
Schlichtaufmaß Seite
Q14 (inkremental): Aufmaß für
mehrmaliges Schlichten; der letzte Schlicht-Rest wird
ausgeräumt, wenn Sie Q14 = 0 eingeben
Beispiel: NC-Sätze
61 CYCL DEF 24.0 SCHLICHTEN SEITE
Q9=+1
;DREHSINN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q14=+0
;AUFMASS SEITE
X
Z
Q11
Q12
Q10
Beachten Sie vor dem Programmieren
Die Summe aus Schlichtaufmaß Seite (Q14) und Schlicht-
werkzeug-Radius muss kleiner sein als die Summe aus
Schlichtaufmaß Seite (Q3,Zyklus 20) und Räumwerkzeug-
Radius.
Wenn Sie Zyklus 24 abarbeiten ohne zuvor mit Zyklus 22
ausgeräumt zu haben, gilt oben aufgestellte Berechnung
ebenso; der Radius des Räum-Werkzeugs hat dann den
Wert „0“.
Die TNC ermittelt den Startpunkt fürs Schlichten selbstän-
dig. Der Startpunkt ist abhängig von den Platzverhältnis-
sen in der Tasche.