2 gr undlag en zu den bahnfunktionen – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 176
176
6 Programmieren: Konturen programmieren
6.2 Gr
undlag
en zu den Bahnfunktionen
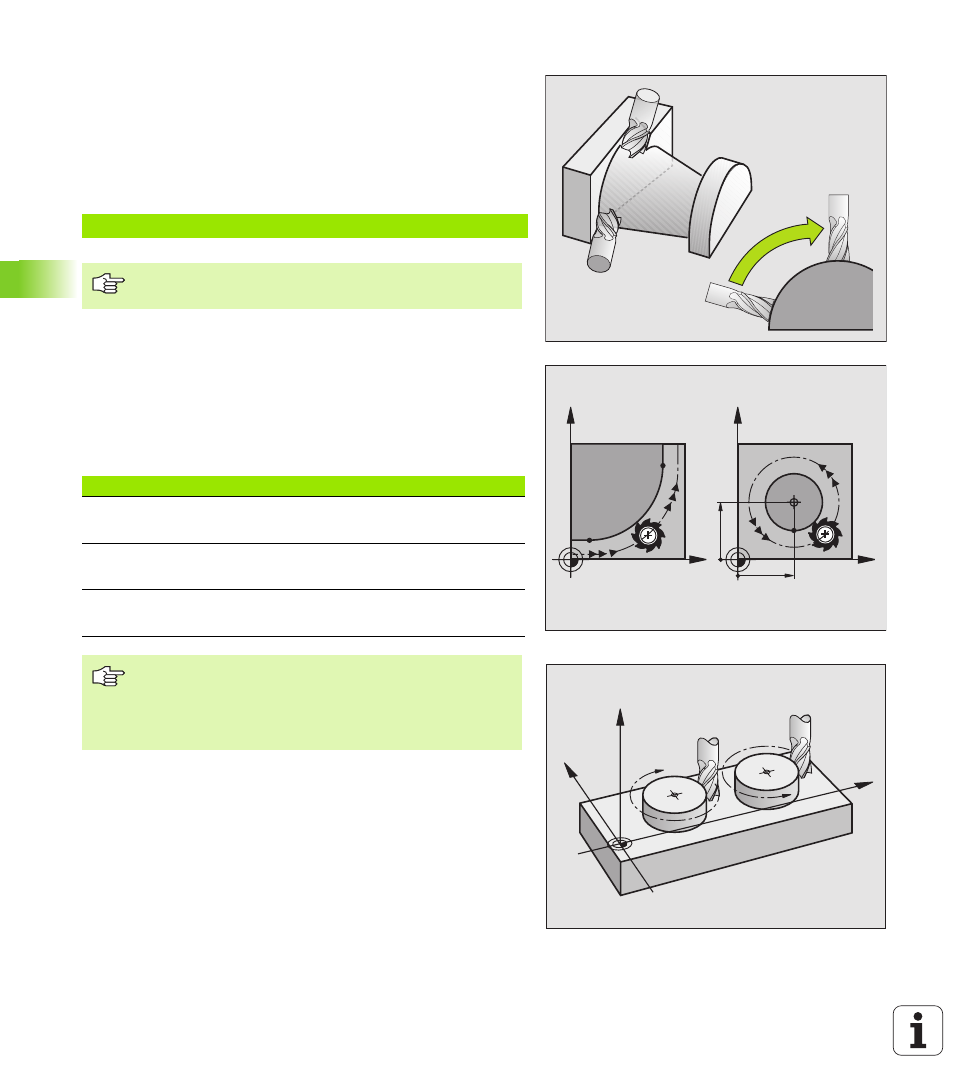
Eingabe von mehr als drei Koordinaten
Die TNC kann bis zu 5 Achsen gleichzeitig steuern. Bei einer Bearbei-
tung mit 5 Achsen bewegen sich beispielsweise 3 Linear- und 2 Dreh-
achsen gleichzeitig.
Das Bearbeitungs-Programm für eine solche Bearbeitung liefert
gewöhnlich ein CAD-System und kann nicht an der Maschine erstellt
werden.
Beispiel:
Kreise und Kreisbögen
Bei Kreisbewegungen fährt die TNC zwei Maschinenachsen gleichzei-
tig: Das Werkzeug bewegt sich relativ zum Werkstück auf einer Kreis-
bahn. Für Kreisbewegungen können Sie einen Kreismittelpunkt einge-
ben.
Mit den Bahnfunktionen für Kreisbögen programmieren Sie Kreise in
den Hauptebenen: Die Hauptebene ist beim Werkzeug-Aufruf mit
dem Festlegen der Spindelachse zu definieren:
Drehsinn bei Kreisbewegungen
Für Kreisbewegungen ohne tangentialen Übergang zu anderen
Konturelementen geben Sie den Drehsinn über folgende Funktionen
ein:
Drehung im Uhrzeigersinn: G02/G12
Drehung gegen den Uhrzeigersinn: G03/G13
N G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
Eine Bewegung von mehr als 3 Achsen wird von der TNC
grafisch nicht unterstützt.
Spindelachse
Hauptebene
Kreismittelpunkt
Z (G17)
XY, auch
UV, XV, UY
I, J
Y (G18)
ZX, auch
WU, ZU, WX
K, I
X (G19)
YZ, auch
VW, YW, VZ
J, K
Kreise, die nicht parallel zur Hauptebene liegen, program-
mieren Sie auch mit der Funktion „Bearbeitungsebene
schwenken“ (siehe „BEARBEITUNGSEBENE (Zyklus
G80, Software-Option 1)”, Seite 404), oder mit Q-Parame-
tern (siehe „Prinzip und Funktionsübersicht”, Seite 434).
X
Y
X
Y
I
J
G02/G12
G03/G13
X
Z
Y