HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 191
HEIDENHAIN TNC iTNC 530
191
6.4 Bahnbew
e
gung
en – r
e
c
h
twinklig
e K
oor
dinat
e
n
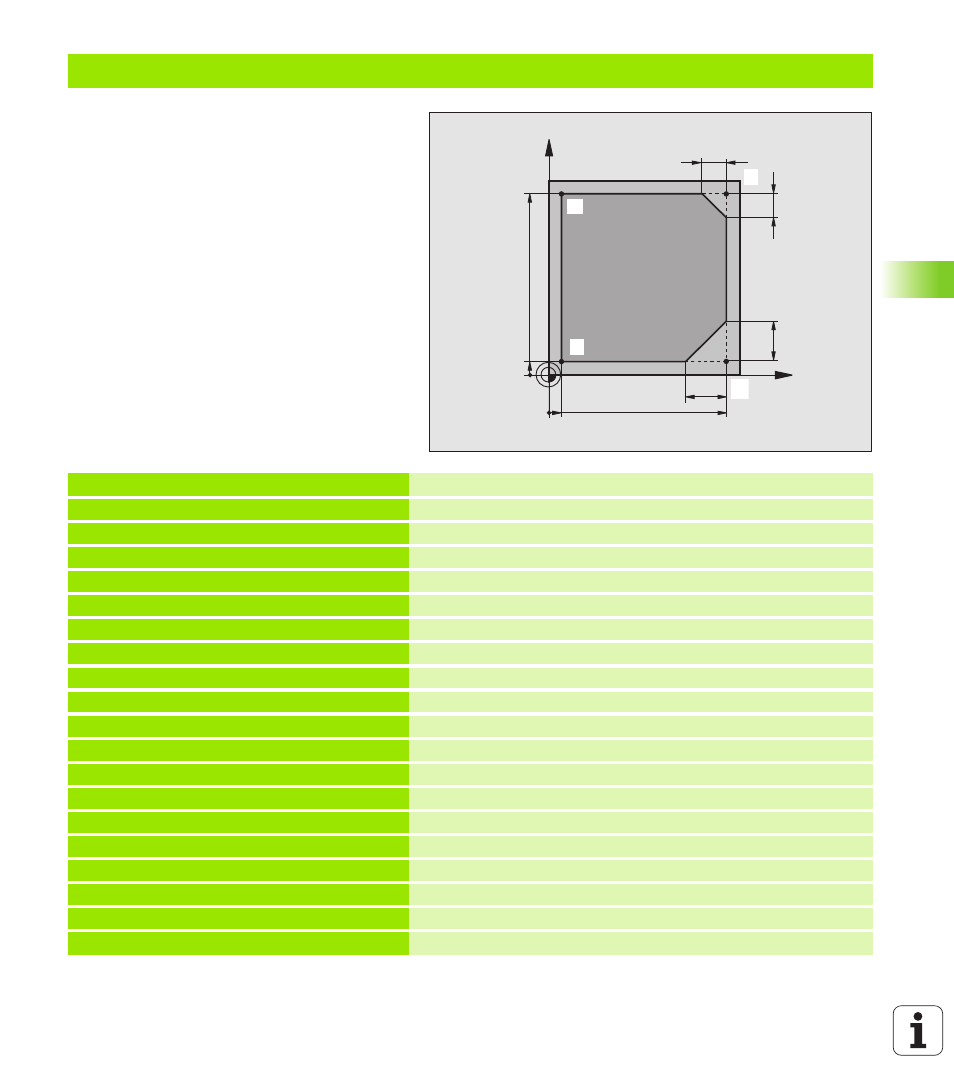
Beispiel: Geradenbewegung und Fasen kartesisch
%LINEAR G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Rohteil-Definition für grafische Simulation der Bearbeitung
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
Werkzeug-Definition im Programm
N40 T1 G17 S4000 *
Werkzeug-Aufruf mit Spindelachse und Spindeldrehzahl
N50 G00 G40 G90 Z+250 *
Werkzeug freifahren in der Spindelachse mit Eilgang
N60 X-10 Y-10 *
Werkzeug vorpositionieren
N70 G01 Z-5 F1000 M3 *
Auf Bearbeitungstiefe fahren mit Vorschub F = 1000 mm/min
N80 G01 G41 X+5 Y+5 F300 *
Kontur an Punkt 1 anfahren, Radiuskorrektur G41 aktivieren
N90 G26 R5 F150 *
Tangentiales Anfahren
N100 Y+95 *
Punkt 2 anfahren
N110 X+95 *
Punkt 3: erste Gerade für Ecke 3
N120 G24 R10 *
Fase mit Länge 10 mm programmieren
N130 Y+5 *
Punkt 4: zweite Gerade für Ecke 3, erste Gerade für Ecke 4
N140 G24 R20 *
Fase mit Länge 20 mm programmieren
N150 X+5 *
Letzten Konturpunkt 1 anfahren, zweite Gerade für Ecke 4
N160 G27 R5 F500 *
Tangentiales Wegfahren
N170 G40 X-20 Y-20 F1000 *
Freifahren in der Bearbeitungsebene, Radiuskorrektur aufheben
N180 G00 Z+250 M2 *
Werkzeug freifahren, Programm-Ende
N999999 %LINEAR G71 *
X
Y
95
5
95
5
10
10
20
20
1
1
1
2
1
3
1
4