Beispiel: tasche, zapfen und nuten fräsen – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 330
330
8 Programmieren: Zyklen
8.4 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
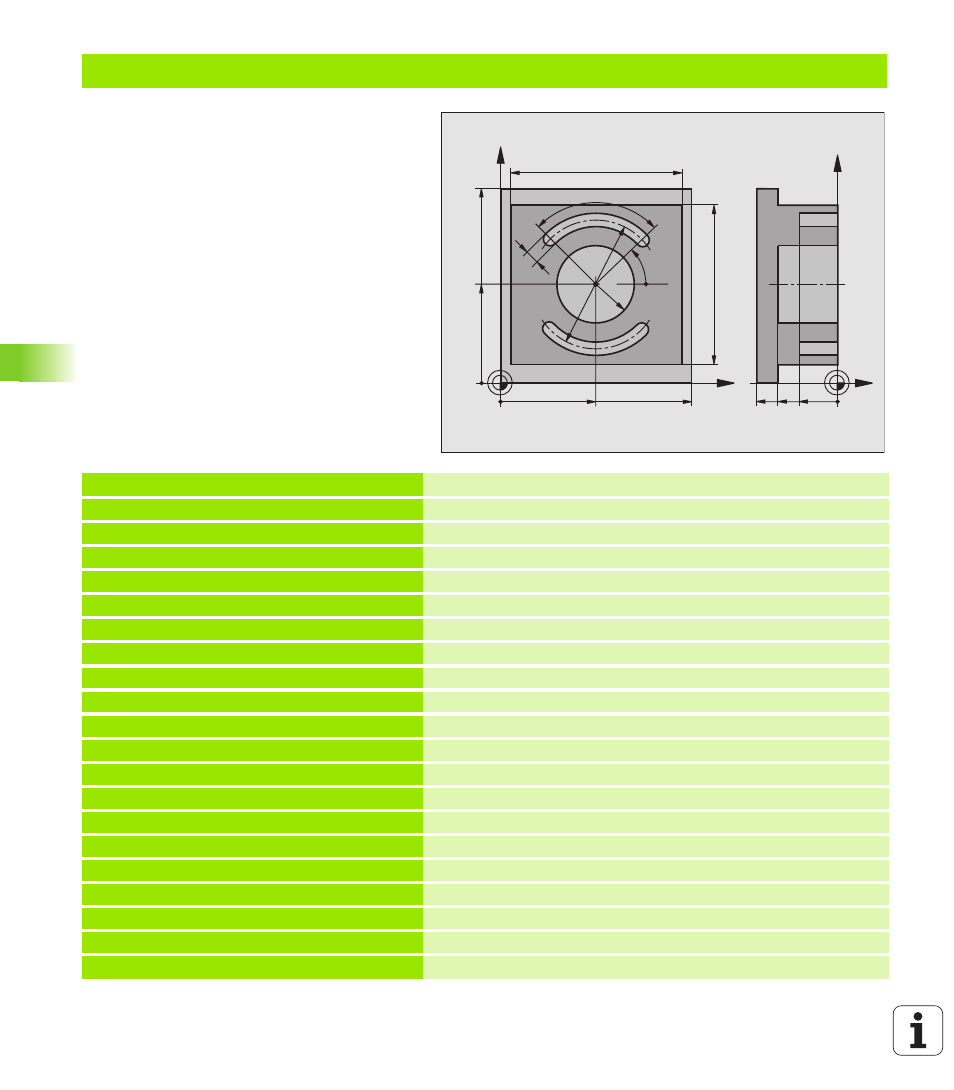
Beispiel: Tasche, Zapfen und Nuten fräsen
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Rohteil-Definition
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Werkzeug-Definition Schruppen/Schlichten
N40 G99 T2 L+0 R+3 *
Werkzeug-Definition Nutenfräser
N50 T1 G17 S3500 *
Werkzeug-Aufruf Schruppen/Schlichten
N60 G00 G40 G90 Z+250 *
Werkzeug freifahren
N70 G213 ZAPFEN SCHLICH.
Zyklus-Definition Außenbearbeitung
Q200=2
;SICHERHEITS-ABST.
Q201=-30
;TIEFE
Q206=250
;F TIEFENZUST.
Q202=5
;ZUSTELL-TIEFE
Q207=250
;F FRAESEN
Q203=+0
;KOOR. OBERFL.
Q204=20
;2. S.-ABSTAND
Q216=+50
;MITTE 1. ACHSE
Q217=+50
;MITTE 2. ACHSE
Q218=90
;1. SEITEN-LAENGE
Q219=80
;2. SEITEN-LAENGE
Q220=0
;ECKENRADIUS
Q221=5
;AUFMASS
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30