Kreismittelpunkt i, j – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 186
186
6 Programmieren: Konturen programmieren
6.4 Bahnbew
e
gung
en – r
e
c
h
twinklig
e K
oor
dinat
e
n
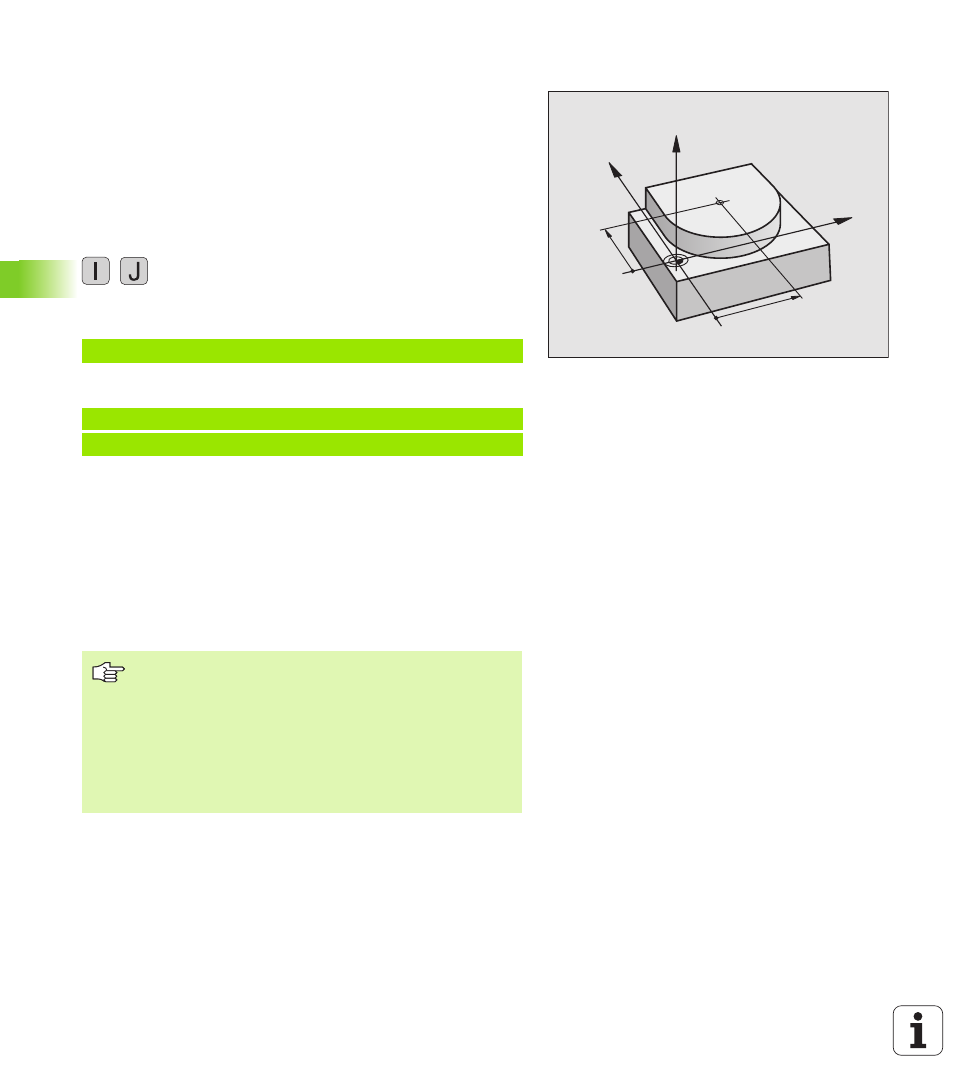
Kreismittelpunkt I, J
Den Kreismittelpunkt legen Sie für Kreisbahnen fest, die Sie mit den
Funktionen G02, G03 oder G05 programmieren. Dazu
geben Sie die rechtwinkligen Koordinaten des Kreismittelpunkts ein
oder
übernehmen Sie die zuletzt programmierte Position mit G29 oder
übernehmen Sie die Koordinaten über die Funktion Ist-Position über-
nehmen
Programmierung
8
Koordinaten für den Kreismittelpunkt eingeben oder
um die zuletzt programmierte Position zu überneh-
men: G29 eingeben
NC-Beispielsätze
oder
Die Programmzeilen N10 und N20 beziehen sich nicht auf das Bild.
Gültigkeit
Der Kreismittelpunkt bleibt solange festgelegt, bis Sie einen neuen
Kreismittelpunkt programmieren. Einen Kreismittelpunkt können Sie
auch für die Zusatzachsen U, V und W festlegen.
Kreismittelpunkt I, J inkremental eingeben
Eine inkremental eingegebene Koordinate für den Kreismittelpunkt
bezieht sich immer auf die zuletzt programmierte Werkzeug-Position.
N50 I+25 J+25 *
N10 G00 G40 X+25 Y+25 *
N20 G29 *
Mit I und J kennzeichnen Sie eine Position als Kreismittel-
punkt: Das Werkzeug fährt nicht auf diese Position.
Der Kreismittelpunkt ist gleichzeitig Pol für Polarkoordina-
ten.
Wenn Sie Parallelachsen als Pol definieren wollen, drü-
cken Sie zuerst die Taste I (J) auf der ASCII-Tastatur und
anschließend die orangene Achstaste der entsprechen-
den Parallelachse.
CC
Z
Y
X
I
J