5 bahnbew e gung en – p o lar k oor dinat e n – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 200
200
6 Programmieren: Konturen programmieren
6.5 Bahnbew
e
gung
en – P
o
lar
k
oor
dinat
e
n
Wenn Sie mehr als 16 Gänge fertigen müssen:
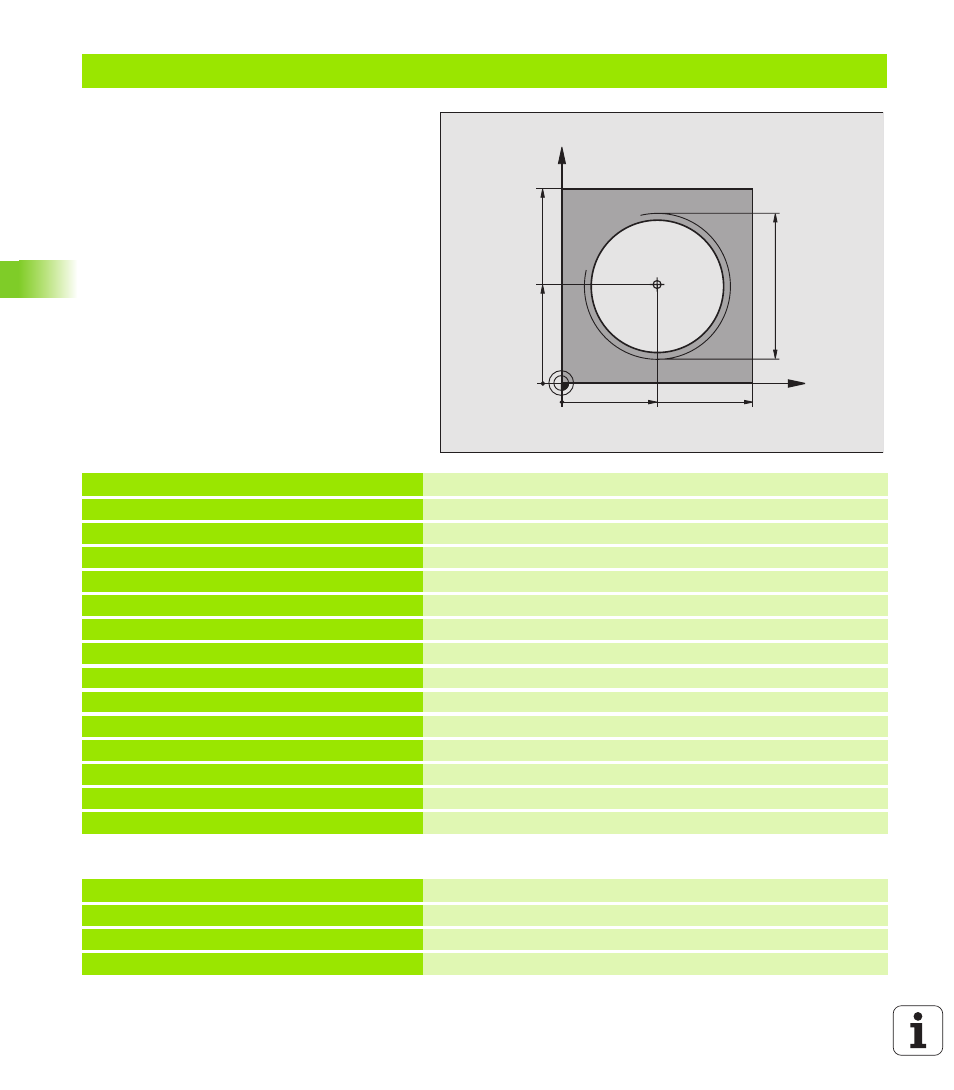
Beispiel: Helix
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Rohteil-Definition
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Werkzeug-Definition
N40 T1 G17 S1400 *
Werkzeug-Aufruf
N50 G00 G40 G90 Z+250 *
Werkzeug freifahren
N60 X+50 Y+50 *
Werkzeug vorpositionieren
N70 G29 *
Letzte programmierte Position als Pol übernehmen
N80 G01 Z-12,75 F1000 M3 *
Auf Bearbeitungstiefe fahren
N90 G11 G41 R+32 H+180 F250 *
Ersten Konturpunkt anfahren
N100 G26 R2 *
Anschluss
N110 G13 G91 H+3240 Z+13,5 F200 *
Helix fahren
N120 G27 R2 F500 *
Tangentiales Wegfahren
N170 G01 G40 G90 X+50 Y+50 F1000 *
Werkzeug freifahren, Programm-Ende
N180 G00 Z+250 M2 *
X
Y
50
50
I,J
100
100
M64 x 1,5
...
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
Tangentiales Anfahren