6 sl -zyklen, Beispiel: zylinder-mantel mit zyklus g128 – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 369
HEIDENHAIN iTNC 530
369
8.6 SL
-Zyklen
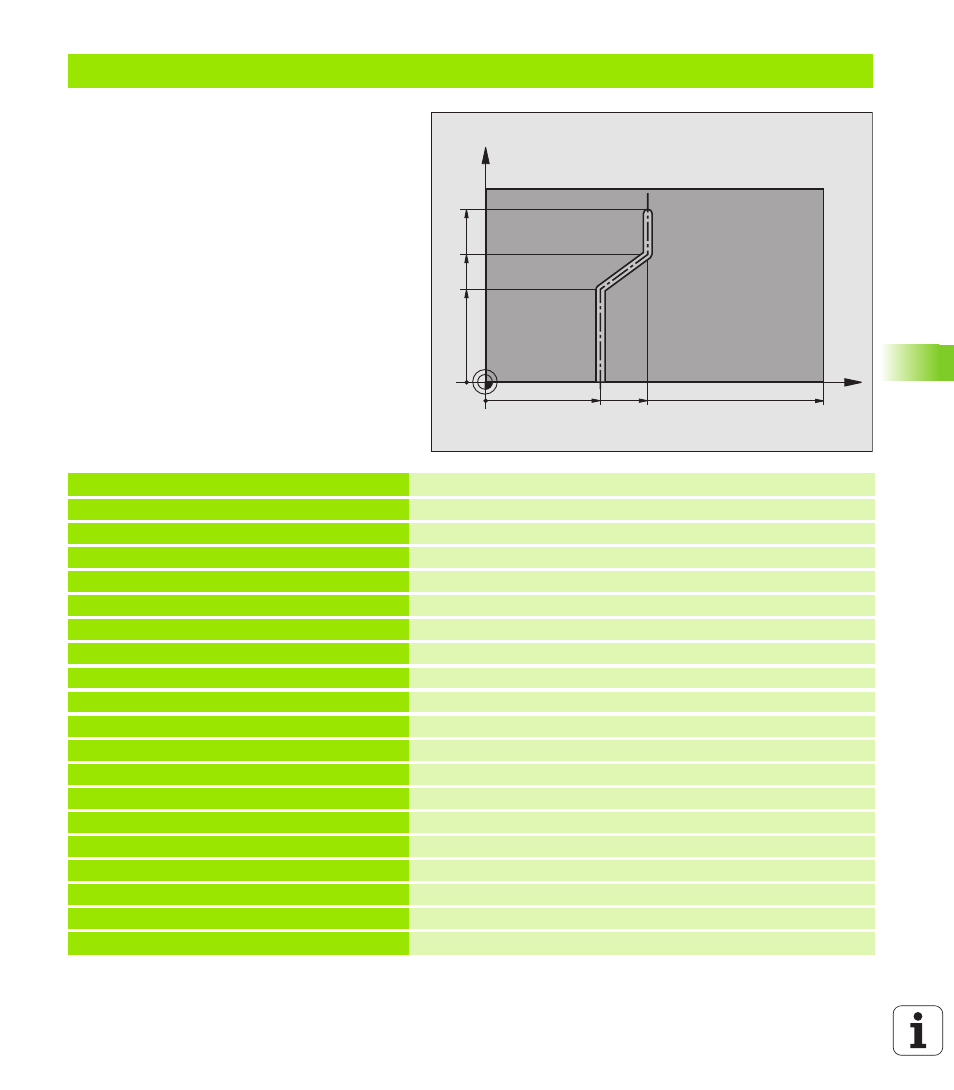
Beispiel: Zylinder-Mantel mit Zyklus G128
Hinweise:
Zylinder mittig auf Rundtisch aufgespannt.
Bezugspunkt liegt in der Rundtisch-Mitte
Beschreibung der Mittelpunktsbahn im Kon-
tur-Unterprogramm
%C28 G71 *
N10 G99 T1 L+0 R+3,5 *
Werkzeug-Definition
N20 T1 G18 S2000 *
Werkzeug-Aufruf, Werkzeug-Achse Y
N30 G00 G40 G90 Y+250 *
Werkzeug freifahren
N40 G37 P01 1 *
Kontur-Unterprogramm festlegen
N50 X+0 *
Werkzeug auf Rundtisch-Mitte positionieren
N60 G128 ZYLINDER-MANTEL
Bearbeitungs-Parameter festlegen
Q1=-7
;FRAESTIEFE
Q3=+0
;AUFMASS SEITE
Q6=2
;SICHERHEITS-ABST.
Q10=-4
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=250
;VORSCHUB FRAESEN
Q16=25
;RADIUS
Q17=1
;BEMASSUNGSART
Q20=10
;NUTBREITE
Q21=0.02
;TOLERANZ
N70 C+0 M3 *
Rundtisch vorpositionieren
N80 G79 *
Zyklus-Aufruf
N90 G00 G40 Y+250 M2 *
Werkzeug freifahren, Programm-Ende
C
Z
157
52.5
40
35
60
70