Spiegeln (zyklus g28), G28 spiegeln konturen spiegeln – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 400
400
8 Programmieren: Zyklen
8.9 Zyklen zur K
o
or
dinat
e
n-Umr
e
c
h
nung
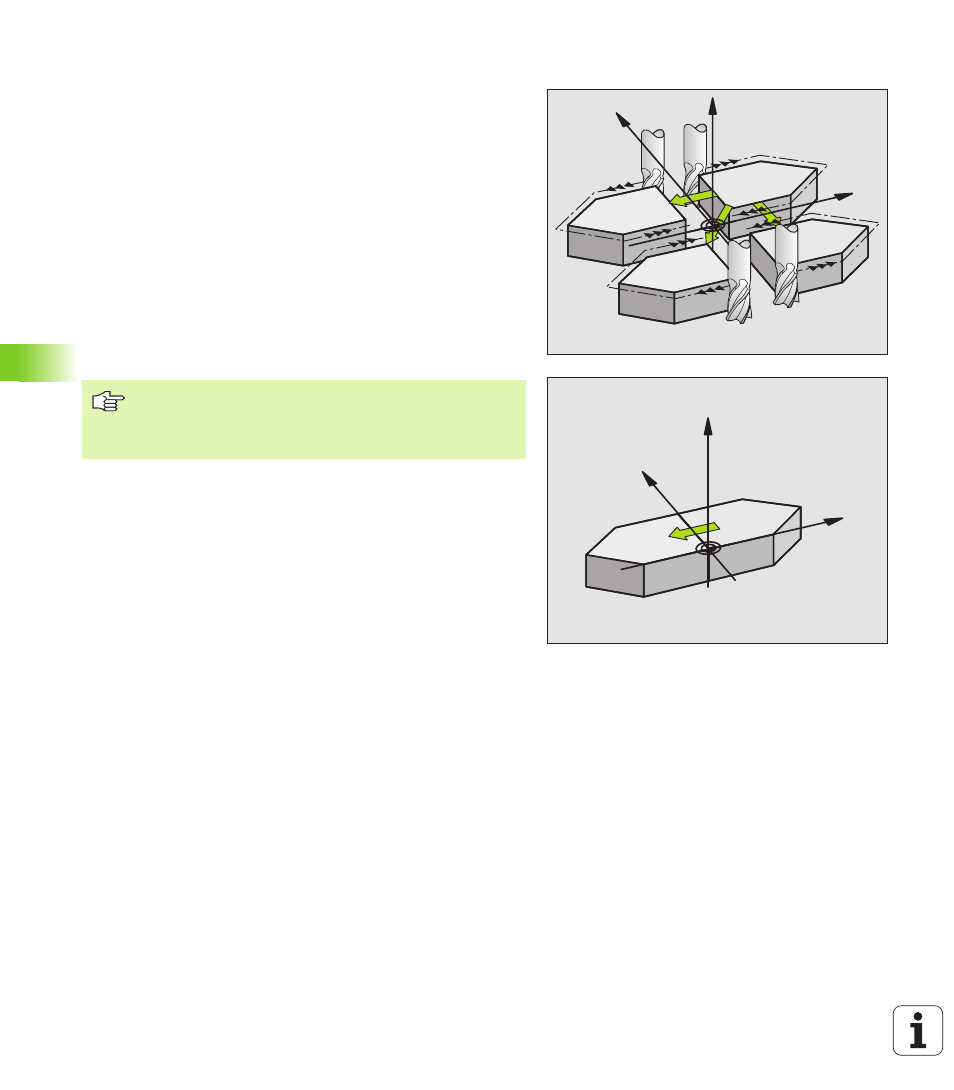
SPIEGELN (Zyklus G28)
Die TNC kann Bearbeitung in der Bearbeitungsebene spiegelbildlich
ausführen.
Wirkung
Die Spiegelung wirkt ab ihrer Definition im Programm. Sie wirkt auch
in der Betriebsart Positionieren mit Handeingabe. Die TNC zeigt aktive
Spiegelachsen in der zusätzlichen Status-Anzeige an.
Wenn Sie nur eine Achse spiegeln, ändert sich der Umlaufsinn des
Werkzeugs. Dies gilt nicht bei Bearbeitungszyklen.
Wenn Sie zwei Achsen spiegeln, bleibt der Umlaufsinn erhalten.
Das Ergebnis der Spiegelung hängt von der Lage des Nullpunkts ab:
Nullpunkt liegt auf der zu spiegelnden Kontur: Das Element wird
direkt am Nullpunkt gespiegelt
Nullpunkt liegt außerhalb der zu spiegelnden Kontur: Das Element
verlagert sich zusätzlich
Y
X
Z
Y
X
Z
Wenn Sie nur eine Achse Spiegeln, ändert sich der
Umlaufsinn bei den neuen Bearbeitungszyklen mit 200er
Nummer. Bei älteren Bearbeitungszyklen, wie z.B. Zyklus
G75/G76 TASCHENFRÄSEN, bleibt der Umlaufsinn gleich.