Werkzeug-radiuskorrektur, 3 w e rk z e ug -k o rr ekt ur – HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 137
HEIDENHAIN TNC 426, TNC 430
111
5.3 W
e
rk
z
e
ug
-K
o
rr
ekt
ur
Werkzeug-Radiuskorrektur
Der Programm-Satz für eine Werkzeug-Bewegung enthält
n
RL
oder RR für eine Radiuskorrektur
n
R+
oder R–, für eine Radiuskorrektur bei einer achsparallelen Verfahr-
bewegung
n
R0
, wenn keine Radiuskorrektur ausgeführt werden soll
Die Radiuskorrektur wirkt, sobald ein Werkzeug aufgerufen und in der
Bearbeitungsebene mit RL oder RR verfahren wird.
Bei der Radiuskorrektur werden Delta-Werte sowohl aus dem TOOL
CALL
-Satz als auch aus der Werkzeug-Tabelle berücksichtigt:
Korrekturwert = R + DR
TOOL CALL
+ DR
TAB
mit
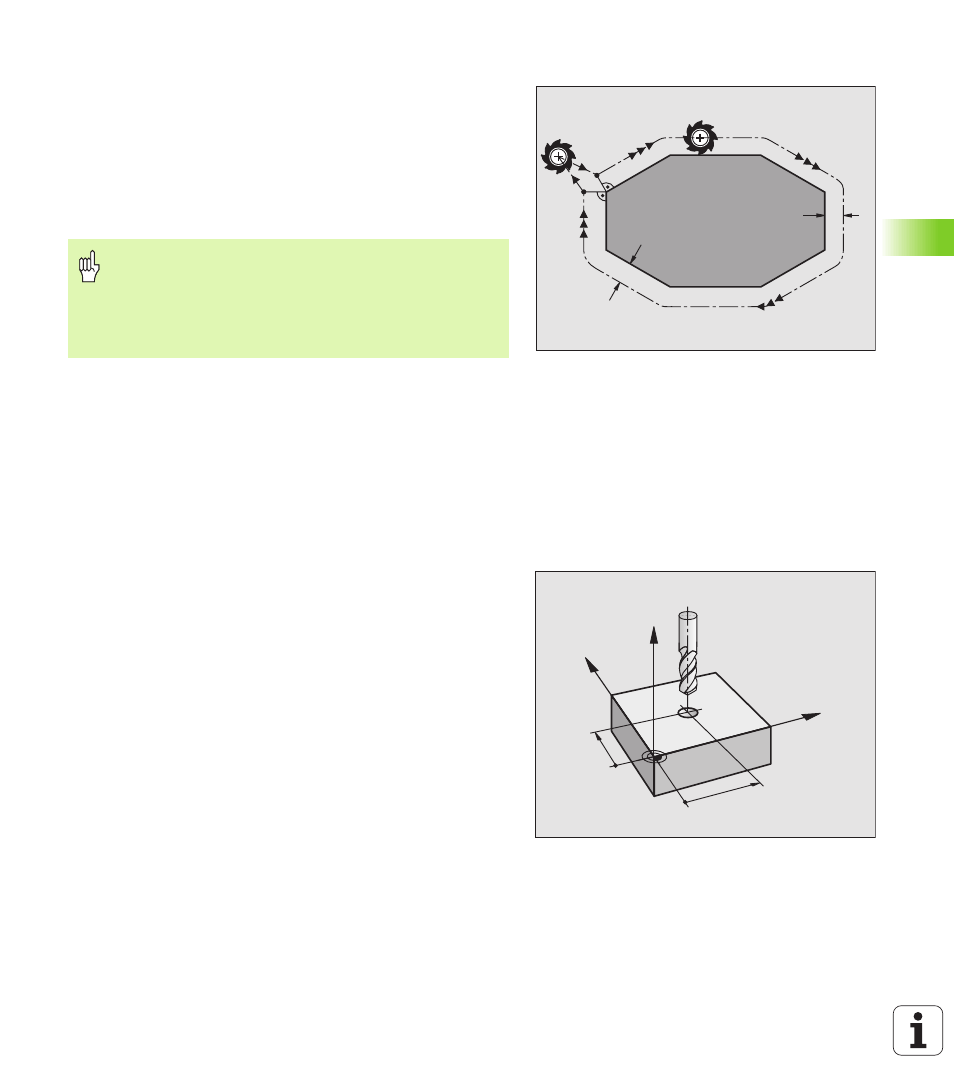
Bahnbewegungen ohne Radiuskorrektur: R0
Das Werkzeug verfährt in der Bearbeitungsebene mit seinem Mittel-
punkt auf der programmierten Bahn, bzw. auf die programmierten
Koordinaten.
Anwendung: Bohren, Vorpositionieren.
Die TNC hebt die Radiuskorrektur auf, wenn Sie:
n
einen Positioniersatz mit R0 programmieren
n
die Kontur mit der Funktion DEP verlassen
n
einen PGM CALL programmieren
n
ein neues Programm mit PGM MGT anwählen
R
:
Werkzeug-Radius R aus TOOL DEF-Satz oder Werk-
zeug-Tabelle
DR
TOOL CALL
:
Aufmaß DR für Radius aus TOOL CALL-Satz (von der
Positionsanzeige nicht berücksichtigt)
DR
TAB:
Aufmaß DR für Radius aus der Werkzeug-Tabelle
R
R
R0
RL
Y
X
Z
X
Y