HEIDENHAIN TNC 426 (280 476) Benutzerhandbuch
Seite 180
154
6 Programmieren: Konturen programmieren
6.5 Bah
n
b
e
w
e
gun
g
e
n – P
o
la
rk
o
o
rd
inat
en
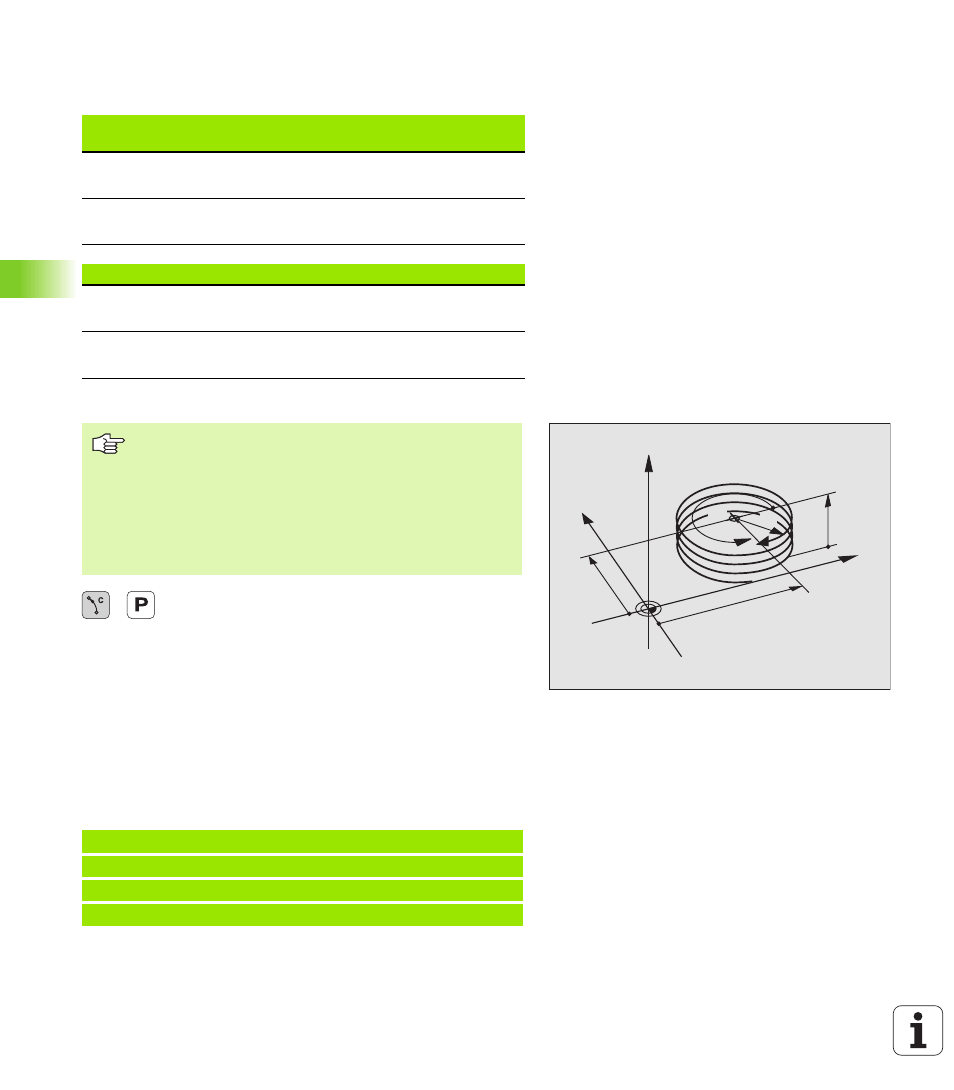
Form der Schraubenlinie
Die Tabelle zeigt die Beziehung zwischen Arbeitsrichtung, Drehsinn
und Radiuskorrektur für bestimmte Bahnformen.
Schraubenlinie programmieren
U
U
U
U
Polarkoordinaten-Winkel
: Gesamtwinkel inkremen-
tal eingeben, den das Werkzeug auf der Schraubenli-
nie fährt. Nach der Eingabe des Winkels wählen
Sie die Werkzeug-Achse mit einer Achswahltaste.
U
U
U
U
Koordinate
für die Höhe der Schraubenlinie inkremen-
tal eingeben
U
U
U
U
Drehsinn DR
Schraubenlinie im Uhrzeigersinn: DR–
Schraubenlinie gegen den Uhrzeigersinn: DR+
U
U
U
U
Radiuskorrektur RL/RR/R0
Radiuskorrektur nach Tabelle eingeben
NC-Beispielsätze: Gewinde M6 x 1 mm mit 5 Gängen
Innengewinde
Arbeits-
richtung
Drehsinn
Radius-
korrektur
rechtsgängig
linksgängig
Z+
Z+
DR+
DR–
RL
RR
rechtsgängig
linksgängig
Z–
Z–
DR–
DR+
RR
RL
Außengewinde
rechtsgängig
linksgängig
Z+
Z+
DR+
DR–
RR
RL
rechtsgängig
linksgängig
Z–
Z–
DR–
DR+
RL
RR
Geben Sie Drehsinn DR und den inkrementalen Gesamt-
winkel IPA mit gleichem Vorzeichen ein, sonst kann das
Werkzeug in einer falschen Bahn fahren.
Für den Gesamtwinkel IPA können Sie einen Wert von
–5400° bis +5400° eingeben. Wenn das Gewinde mehr
als 15 Gänge hat, dann programmieren Sie die Schrauben-
linie in einer Programmteil-Wiederholung
(siehe „Programmteil-Wiederholungen”, Seite 348)
12 CC X+40 Y+25
13 L Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA-1800 IZ+5 DR-
Y
X
Z
25
40
5
270°
R3
CC