Kontur anfahren und verlassen 6.3 – HEIDENHAIN TNC 620 (34056x-04) Benutzerhandbuch
Seite 181
Kontur anfahren und verlassen
6.3
6
TNC 620 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 3/2013
181
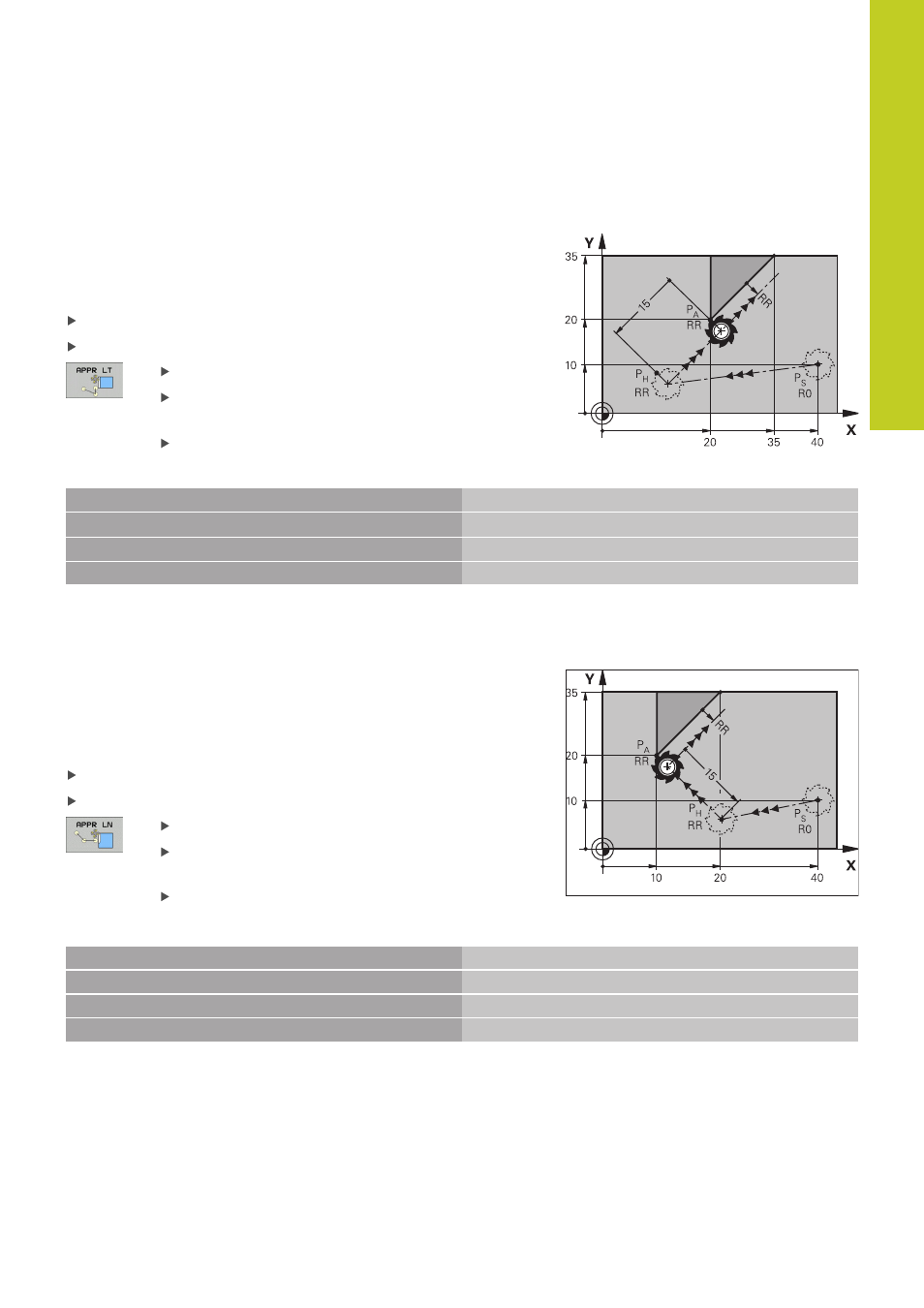
Anfahren auf einer Geraden mit tangentialem
Anschluss: APPR LT
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt
P
S
auf einen Hilfspunkt P
H
. Von dort aus fährt es den ersten
Konturpunkt P
A
auf einer Geraden tangential an. Der Hilfspunkt P
H
hat den Abstand LEN zum ersten Konturpunkt P
A
.
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
Dialog mit Taste APPR/DEP und Softkey APPR LT eröffnen:
Koordinaten des ersten Konturpunkts P
A
LEN: Abstand des Hilfspunkts P
H
zum ersten
Konturpunkt P
A
Radiuskorrektur RR/RL für die Bearbeitung
NC-Beispielsätze
7 L X+40 Y+10 R0 FMAX M3
P
S
ohne Radiuskorrektur anfahren
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
P
A
mit Radiuskorr. RR, Abstand P
H
zu P
A
: LEN=15
9 L X+35 Y+35
Endpunkt erstes Konturelement
10 L ...
Nächstes Konturelement
Anfahren auf einer Geraden senkrecht zum ersten
Konturpunkt: APPR LN
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt
P
S
auf einen Hilfspunkt P
H
. Von dort aus fährt es den ersten
Konturpunkt P
A
auf einer Geraden senkrecht an. Der Hilfspunkt P
H
hat den Abstand LEN + Werkzeug-Radius zum ersten Konturpunkt
P
A
.
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
Dialog mit Taste APPR/DEP und Softkey APPR LN eröffnen:
Koordinaten des ersten Konturpunkts P
A
Länge: Abstand des Hilfspunkts P
H
. LEN immer
positiv eingeben!
Radiuskorrektur RR/RL für die Bearbeitung
NC-Beispielsätze
7 L X+40 Y+10 R0 FMAX M3
PS ohne Radiuskorrektur anfahren
8 APPR LN X+10 Y+20 Z-10 LEN15 RR F100
PA mit Radiuskorr. RR
9 L X+20 Y+35
Endpunkt erstes Konturelement
10 L ...
Nächstes Konturelement