Erlaubte werkzeug-formen, Andere werkzeuge verwenden: delta-werte, 3d-korrektur ohne tcpm – HEIDENHAIN TNC 620 (34056x-04) Benutzerhandbuch
Seite 393
Dreidimensionale Werkzeug-Korrektur (Software-Option 2) 11.6
11
TNC 620 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 3/2013
393
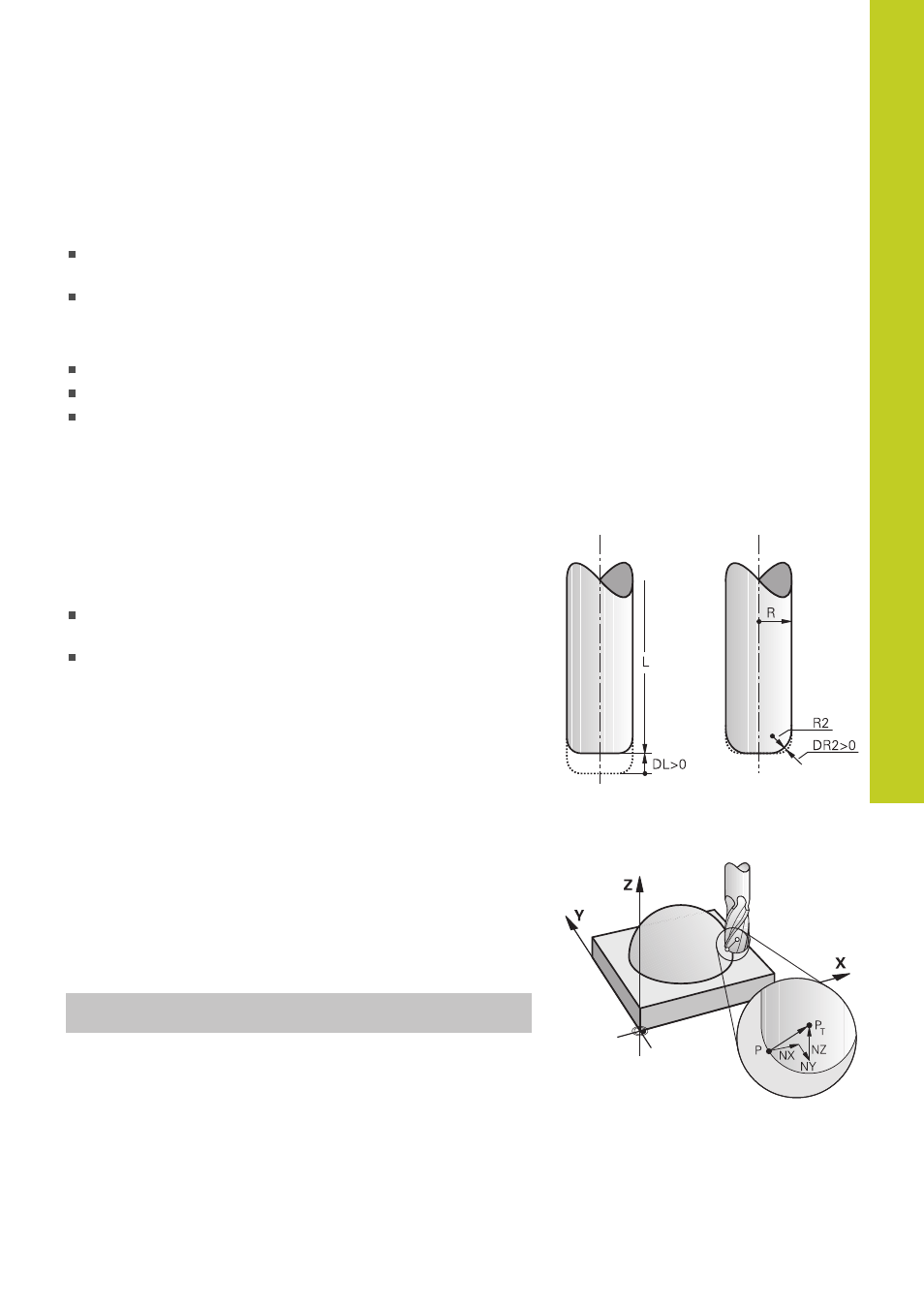
Erlaubte Werkzeug-Formen
Die erlaubten Werkzeug-Formen (siehe Bild) legen Sie in der
Werkzeug-Tabelle über die Werkzeug-Radien
R und R2 fest:
Werkzeug-Radius
R: Maß vom Werkzeugmittelpunkt zur
Werkzeug-Außenseite
Werkzeug-Radius 2
R2: Rundungsradius von der Werkzeug-
Spitze zur Werkzeug-Außenseite
Das Verhältnis von
R zu R2 bestimmt die Form des Werkzeugs:
R2 = 0: Schaftfräser
R2 = R : Radiusfräser
0 <
R2 < R: Eckenradiusfräser
Aus diesen Angaben ergeben sich auch die Koordinaten für den
Werkzeug-Bezugspunkt PT.
Andere Werkzeuge verwenden: Delta-Werte
Wenn Sie Werkzeuge einsetzen, die andere Abmessungen haben
als die ursprünglich vorgesehenen Werkzeuge, dann tragen Sie
den Unterschied der Längen und Radien als Delta-Werte in die
Werkzeug-Tabelle oder in den Werkzeug-Aufruf
TOOL CALL ein:
Positiver Delta-Wert
DL, DR, DR2: Die Werkzeugmaße sind
größer als die des Original-Werkzeugs (Aufmaß)
Negativer Delta-Wert
DL, DR, DR2: Die Werkzeugmaße sind
kleiner als die des Original-Werkzeugs (Untermaß)
Die TNC korrigiert dann die Werkzeug-Position um die Summe der
Delta-Werte aus der Werkzeug-Tabelle und dem Werkzeug-Aufruf.
3D-Korrektur ohne TCPM
Die TNC führt bei dreiachsigen Bearbeitungen eine 3D-Korrektur
aus, wenn das NC-Programm mit Flächennormalen ausgegeben
wurde. Die Radiuskorrektur
RL/RR und TCPM bzw. M128 müssen
hierbei inaktiv sein. Die TNC versetzt das Werkzeug in Richtung
der Flächennormalen um die Summe der Delta-Werte (Werkzeug-
Tabelle und
TOOL CALL).
Beispiel: Satz-Format mit Flächennormalen
1 LN X+31.737 Y+21.954 Z+33.165NX+0.2637581 NY+0.0078922
NZ-0.8764339 F1000 M3
LN:
Gerade mit 3D-Korrektur
X, Y, Z:
Korrigierte Koordinaten des Geraden-
Endpunkts
NX, NY, NZ:
Komponenten der Flächennormalen
F:
Vorschub
M:
Zusatzfunktion