Vorbohren (zyklus g121) 126, Raeumen (zyklus g122) 126, Vorbohren (wahlweise verwendbar) – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 132: G121, Ausraeumen (zwingend erforderlich), G122, 4 sl -zyklen
126
ú
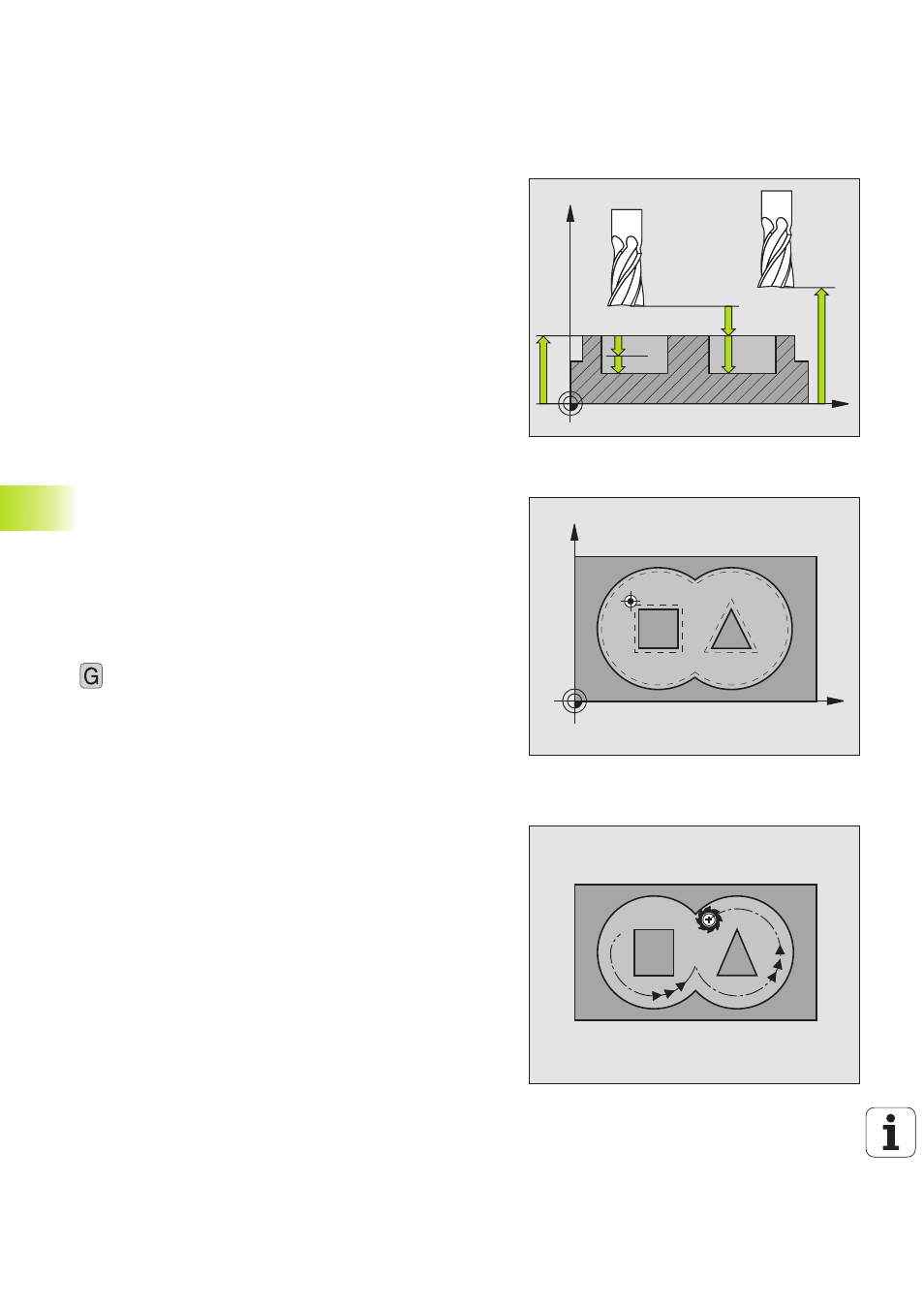
SICHERHEITS-ABSTAND Q6 (inkremental): Abstand
zwischen Werkzeug-Stirnfläche und Werkstück-
Oberfläche
ú
SICHERE HOEHE Q7 (absolut): Absolute Höhe, in der
keine Kollision mit dem Werkstück erfolgen kann (für
Zwischenpositionierung und Rückzug am Zyklus-Ende)
ú
INNEN-RUNDUNGSRADIUS Q8: Verrundungs-Radius
an Innen-„Ecken“
ú
DREHSINN ? UHRZEIGERSINN = -1 Q9: Bearbeitungs-
Richtung für Taschen
■
im Uhrzeigersinn (Q9 = -1 Gegenlauf für Tasche
und Insel)
■
im Gegenuhrzeigersinn (Q9 = +1 Gleichlauf für
Tasche und Insel)
Sie können die Bearbeitungs-Parameter bei einer Programm-
Unterbrechung überprüfen und ggf. überschreiben.
VORBOHREN (Zyklus G121)
Zyklus-Ablauf
Wie Zyklus G83 Tiefbohren (siehe Seite 107).
Einsatz
Zyklus G121 VORBOHREN berücksichtigt für die Einstichpunkte das
SCHLICHTAUFMASS SEITE und das SCHLICHTAUFMASS TIEFE,
sowie den Radius des Ausräum-Werkzeugs. Die Einstichpunkte sind
gleichzeitig die Startpunkte fürs Räumen.
121
ú
ZUSTELL-TIEFE Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird (Vorzeichen bei
negativer Arbeitsrichtung „–“)
ú
VORSCHUB TIEFENZUSTELLUNG Q11: Bohrvorschub
in mm/min
ú
AUSRAEUM-WERKZEUG NUMMER Q13: Werkzeug-
Nummer des Ausräum-Werkzeugs
RAEUMEN (Zyklus G122)
1 Die TNC positioniert das Werkzeug über den Einstichpunkt; dabei
wird das SCHLICHTAUFMASS SEITE berücksichtigt
2 In der ersten ZUSTELL-TIEFE fräst das Werkzeug mit dem
FRAESVORSCHUB Q12 die Kontur von innen nach außen
3 Dabei werden die Inselkonturen mit einer Annäherung an die
Taschenkontur freigefräst
4 Anschließend fährt die TNC die Taschenkontur fertig und das
Werkzeug auf die SICHERE HOEHE zurück
X
Z
Q6
Q7
Q1
Q10
Q5
X
Y