Kreismittelpunkt i, j 78, Kreisbahn g02/g03/g05 um kreismittelpunkt i, j 78, I, j, k – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 85: Kreisbahn im uhrzeigersinn, Kreisbahn im gegen-uhrzeigersinn, Kreisbahn entsprechend, Aktiver drehrichtung, Koordinaten des kreismittelpunkts
78
6 Programmieren: Konturen programmieren
Kreismittelpunkt I, J
Den Kreismittelpunkt legen Sie für Kreisbahnen fest, die Sie mit den
Funktionen G02/G03 programmieren. Dazu
■
geben Sie die rechtwinkligen Koordinaten des Kreismittelpunkts
ein oder
■
übernehmen die zuletzt programmierte Position mit G29
■
übernehmen die Koordinaten mit der Taste „Ist-Positionen-
übernehmen“
ú
Koordinaten für den Kreismittelpunkt eingeben
Um die zuletzt programmierte Position zu überneh-
men: G29 eingeben
NC-Beispielsätze
n 5 0 i + 2 5 j + 2 5 *
Gültigkeit
Der Kreismittelpunkt bleibt solange festgelegt, bis Sie einen neuen
Kreismittelpunkt programmieren. Einen Kreismittelpunkt können Sie
auch für die Zusatzachsen U, V und W festlegen.
Kreismittelpunkt I, J inkremental eingeben
Eine inkremental eingegebene Koordinate für den Kreismittelpunkt
bezieht sich immer auf die zuletzt programmierte Werkzeug-
Position.
Mit I und J kennzeichnen Sie eine Position als Kreismittel-
punkt: Das Werkzeug fährt nicht auf diese Position.
Der Kreismittelpunkt ist gleichzeitig Pol für Polarkoor-
dinaten.
Wenn Sie Parallelachsen als Pol definieren wollen,
drücken Sie zuerst die Taste I (J) auf der ASCII-Tastatur
und anschließend die orangene Achstaste der entspre-
chenden Parallelachse.
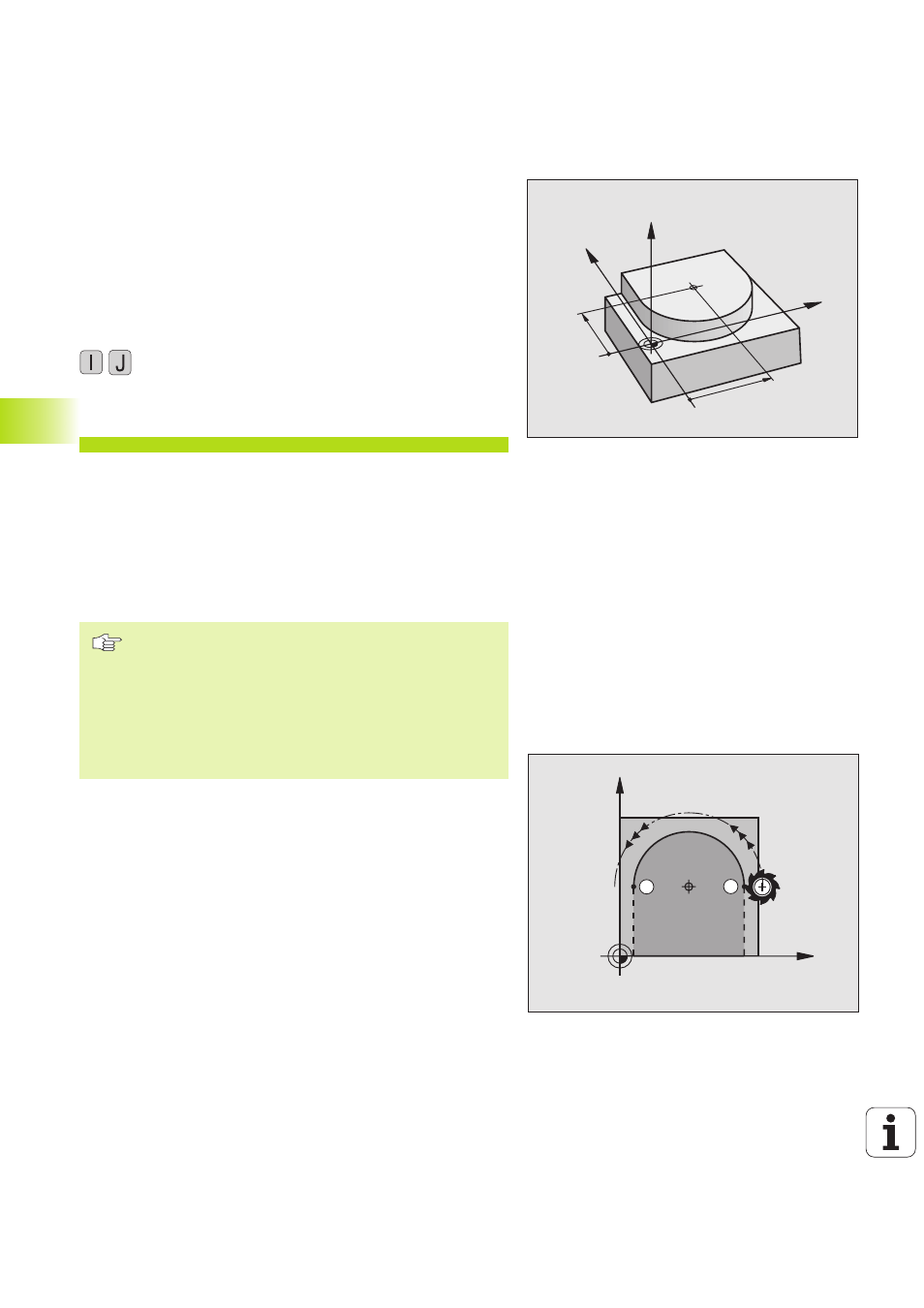
Kreisbahn G02/G03/G05 um Kreismittelpunkt I, J
Legen Sie den Kreismittelpunkt I, J fest, bevor Sie die Kreisbahn
programmieren. Die zuletzt programmierte Werkzeug-Position vor
der Kreisbahn ist der Startpunkt der Kreisbahn.
Drehsinn
■
Im Uhrzeigersinn: G02
■
Im Gegen-Uhrzeigersinn: G03
■
Ohne Drehrichtungs-Angbe: G05
Die TNC fährt die Kreisbahn mit der zuletzt programmierten
Drehrichtung.
CC
Z
Y
X
I
J
S
E
X
Y
I,J