Alpha-tastatur: buchstaben und zeichen eingeben, Q w e, Datei-namen kommentare – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 15: Din/iso- programme, 3 betriebsarten 5, 3 betriebsarten, 3 betr iebsar te n
5
HEIDENHAIN TNCs der Serie 400
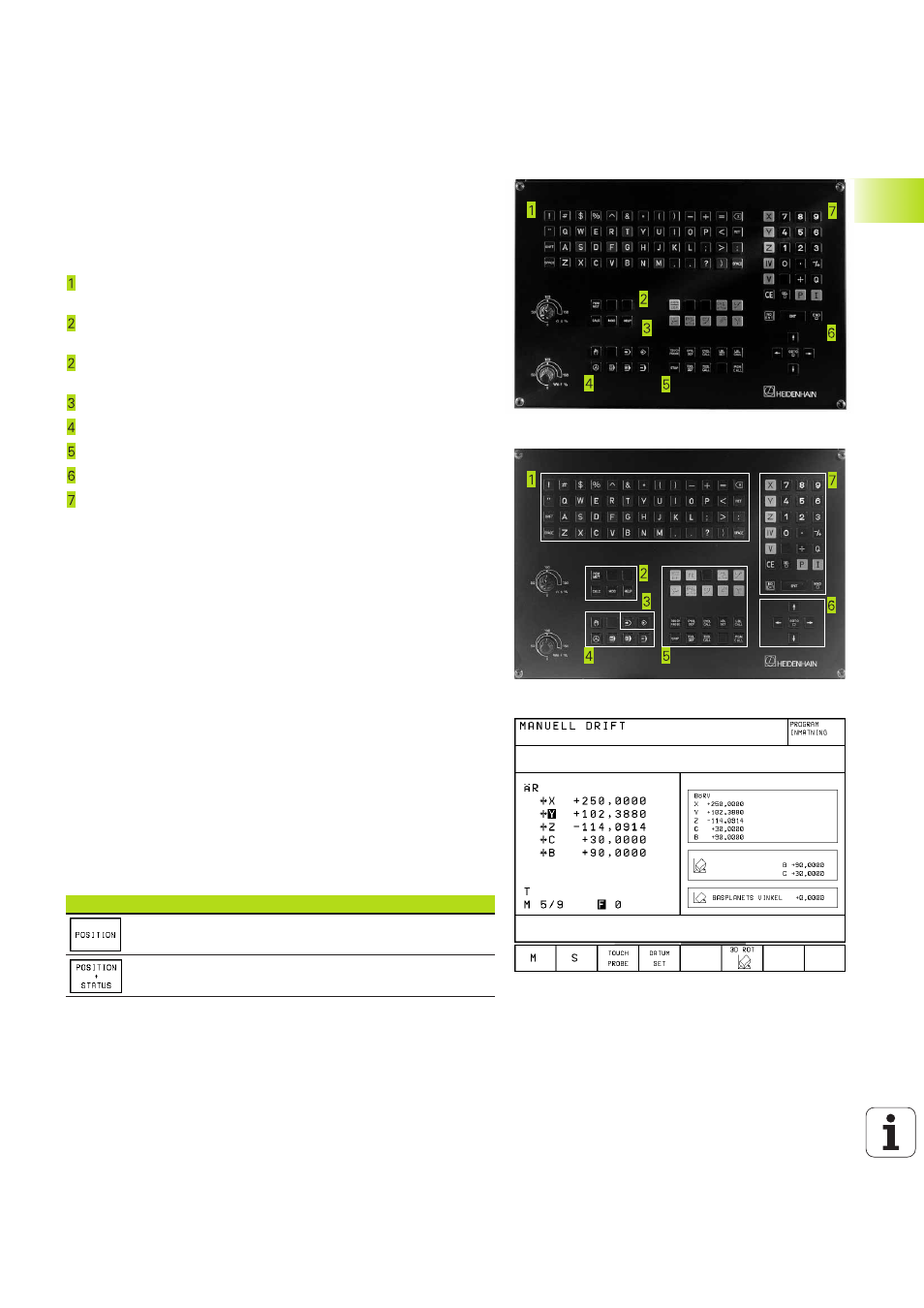
Bedienfeld
Die Abbildung rechts oben zeigt das Bedienfeld der TNC 426, die
Abbildung rechts in der Mitte zeigt das Bedienfeld der TNC 425,
TNC 415 B und TNC 407. Die Tasten sind nach ihrer Funktion grup-
piert:
Alpha-Tastatur
für Texteingaben, Dateinamen und DIN/ISO-Programmierungen
Datei-Verwaltung, Taschenrechner, MOD-Funktion, HELP-Funktion
bei der TNC 426
Datei-Verwaltung, MOD-Funktion, Externe Daten-Eingabe/-
Ausgabe bei der TNC 425, TNC 415 B, TNC 407
Programmier-Betriebsarten
Maschinen-Betriebsarten
Eröffnen der Programmier-Dialoge
Pfeil-Tasten und Sprunganweisung GOTO
Zahleneingabe und Achswahl
Die Funktionen der einzelnen Tasten sind auf der ersten Ausklapp-
seite zusammengefaßt. Externe Tasten, wie z.B. NC-START, sind im
Maschinenhandbuch beschrieben.
1.3 Betriebsarten
Für die unterschiedlichen Funktionen und Arbeitsschritte, die zur
Werkstückerstellung erforderlich sind, verfügt die TNC über folgende
Betriebsarten:
MANUELLER BETRIEB und EL. HANDRAD
Das Einrichten der Maschinen geschieht im MANUELLEN BETRIEB.
In dieser Betriebsart lassen sich die Maschinenachsen manuell oder
schrittweise positionieren, die Bezugspunkte setzen und die
Bearbeitungsebene schwenken.
Die Betriebsart EL. HANDRAD unterstützt das manuelle Verfahren
der Maschinenachsen mit einem elektronischen Handrad HR.
Softkeys zur Bildschirm-Aufteilung
(wählen wie zuvor beschrieben)
Softkey
Fenster
Positionen
links: Positionen, rechts: Status-Anzeige