4 sl -zyklen – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 137
131
HEIDENHAIN TNCs der Serie 400
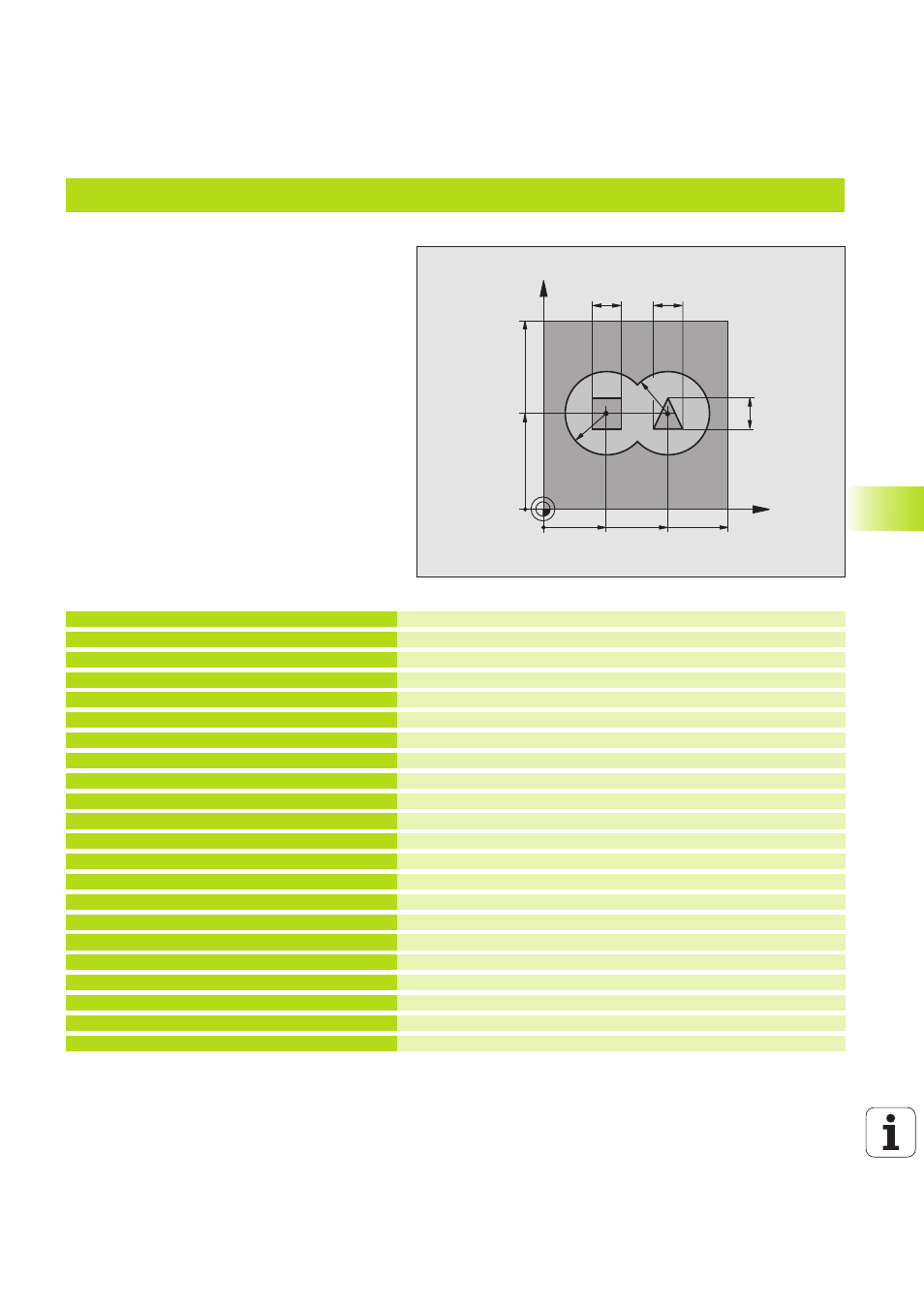
Beispiel: Überlagerte Konturen vorbohren, schruppen, schlichten
X
Y
35
50
100
100
16
16
R25
65
16
R25
Rohteil-Definition
Werkzeug-Definition Bohrer
Werkzeug-Definition Schruppen/Schlichten
Werkzeug-Aufruf Bohrer
Werkzeug freifahren
Kontur-Unterprogramme festlegen
Allgemeine Bearbeitungs-Parameter festlegen
Zyklus-Definition Vorbohren
Zyklus-Aufruf Vorbohren
Werkzeug-Wechsel
Werkzeug-Aufruf Schruppen/Schlichten
Zyklus-Definition Räumen
Zyklus-Aufruf Räumen
Zyklus-Definition Schlichten Tiefe
Zyklus-Aufruf Schlichten Tiefe
Zyklus-Definition Schlichten Seite
Zyklus-Aufruf Schlichten Seite
Werkzeug freifahren, Programm-Ende
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
N40 G99 T2 L+0 R+6 *
N50 T1 G17 S4000 *
N60 G00 G40 G90 Z+250 *
N70 G37 P01 1 P02 2 P03 3 P04 4 *
N 8 0 G 1 2 0 Q 1 = - 2 0 Q 2 = 1 Q 3 = + 0 , 5 Q 4 = + 0 , 5
Q5=+0 Q6=+2 Q7=+100 Q8=+0,1 Q9=-1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
N100 G79 M3 *
N110 Z+250 M6 *
N120 T2 G17 S3000 *
N130 G122 Q10=+5 Q11=100 Q12=350 *
N140 G79 M3 *
N150 G123 Q11=100 Q12=200 *
N160 G79 *
N 1 7 0 G 1 2 4 Q 9 = + 1 Q 1 0 = + 5 Q 1 1 = 1 0 0 Q 1 2 = 4 0 0
Q 1 4 = + 0 *
N180 G79 *
N 1 9 0 G 0 0 Z + 2 5 0 M 2 *