Kontur-zug (zyklus g125) 128, Kontur-zug, G125 – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 134: 4 sl -zyklen
128
124
ú
DREHSINN ? UHRZEIGERSINN = –1 Q9:
Bearbeitungsrichtung:
+1:
Drehung im Gegen-Uhrzeigersinn
–1:
Drehung im Uhrzeigersinn
ú
ZUSTELL-TIEFE Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
ú
VORSCHUB TIEFENZUSTELLUNG Q11: Eintauchvor-
schub
ú
VORSCHUB AUSRAEUMEN Q12: Fräsvorschub
ú
SCHLICHTAUFMASS SEITE Q14 (inkremental):
Aufmaß für mehrmaliges Schlichten; der letzte
Schlicht-Rest wird ausgeräumt, wenn Sie Q14 = 0
eingeben
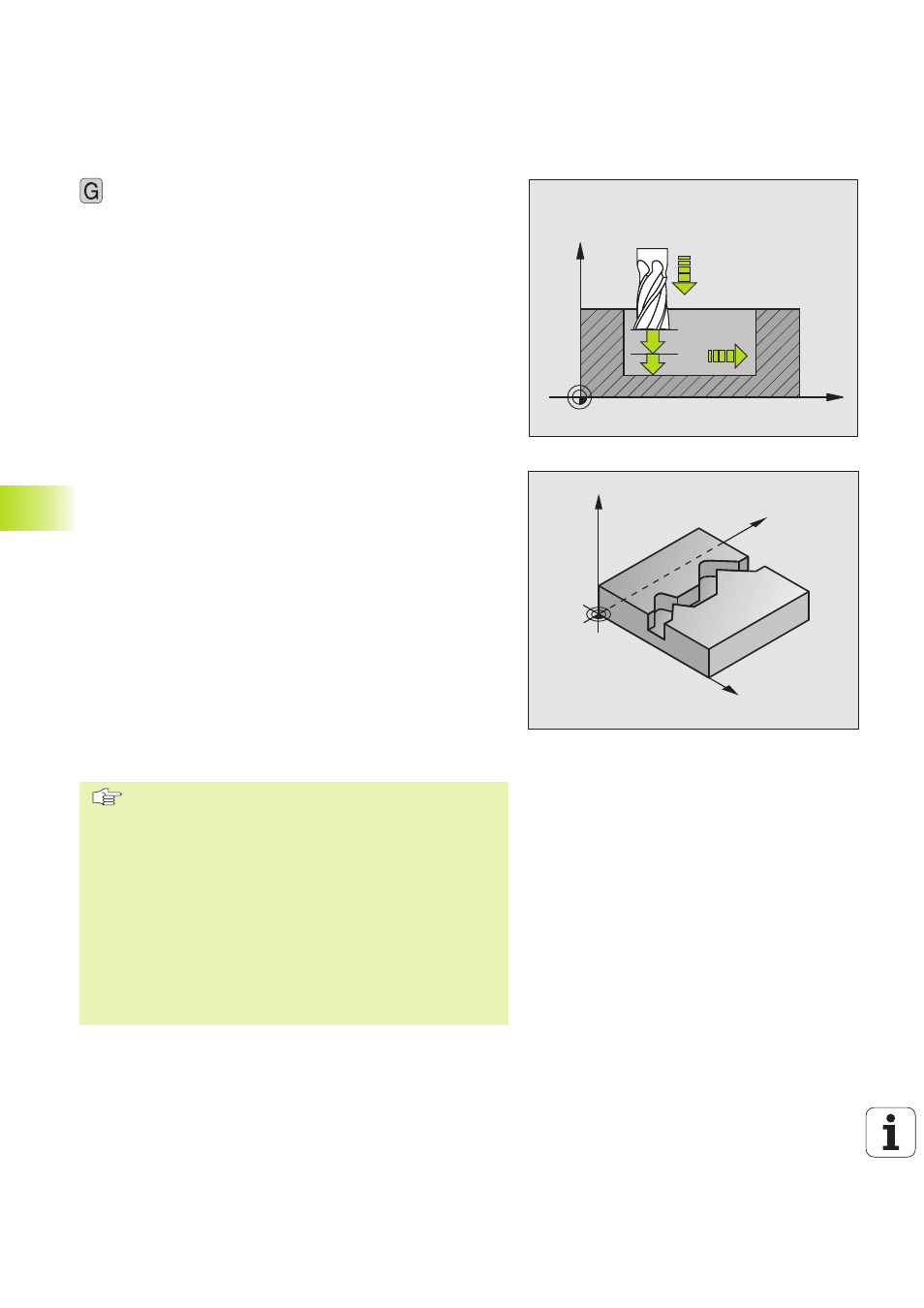
KONTUR-ZUG (Zyklus G125)
Mit diesem Zyklus lassen sich zusammen mit Zyklus G37 KONTUR -
„offene“ Konturen bearbeiten: Konturbeginn und -ende fallen nicht
zusammen.
Der Zyklus G125 KONTUR-ZUG bietet gegenüber der Bearbeitung
einer offenen Kontur mit Positioniersätzen erhebliche Vorteile:
■
Die TNC überwacht die Bearbeitung auf Hinterschneidungen und
Konturverletzungen. Kontur mit der Test-Grafik überprüfen
■
Ist der Werkzeug-Radius zu groß, so muß die Kontur an Innen-
ecken eventuell nachbearbeitet werden
■
Die Bearbeitung läßt sich durchgehend im Gleich- oder Gegenlauf
ausführen. Die Fräsart bleibt sogar erhalten, wenn Konturen
gespiegelt werden
■
Bei mehreren Zustellungen kann die TNC das Werkzeug hin-und-
her verfahren: Dadurch verringert sich die Bearbeitungszeit
■
Sie können Aufmaße eingeben, um in mehreren Arbeitsgängen zu
schruppen und zu schlichten
Beachten Sie vor dem Programmieren
Das Vorzeichen des Parameters Q1 legt die Arbeits-
richtung fest.
Die TNC berücksichtigt nur das erste Label aus Zyklus
G37 KONTUR.
Der Speicher für einen SL-Zyklus ist begrenzt. Sie können
in einem SL-Zyklus z.B. maximal 128 Geraden-Sätze
programmieren.
Zyklus G120 KONTUR-DATEN wird nicht benötigt.
Direkt nach Zyklus G125 programmierte Positionen im
Kettenmaß beziehen sich auf die Position des Werkzeugs
am Zyklus-Ende
Y
X
Z
X
Z
Q11
Q12
Q10