2 w e rk z eug-d at en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 70
62
Hinweise zu Werkzeug-Tabellen
Über den Anwender-Parameter MP7266 legen Sie fest, welche
Angaben in einer Werkzeug-Tabelle eingetragen werden können und
in welcher Reihenfolge sie aufgeführt werden.
Sie können einzelne Spalten oder Zeilen einer Werkzeug-
Tabelle mit dem Inhalt einer anderen Datei überschrei-
ben. Voraussetzungen:
■
Die Ziel-Datei muß bereits existieren
■
Die zu kopierende Datei darf nur die zu ersetzenden
Spalten (Zeilen) enthalten.
Einzelne Spalten oder Zeilen kopieren Sie mit dem
Softkey REPLACE FIELDS.
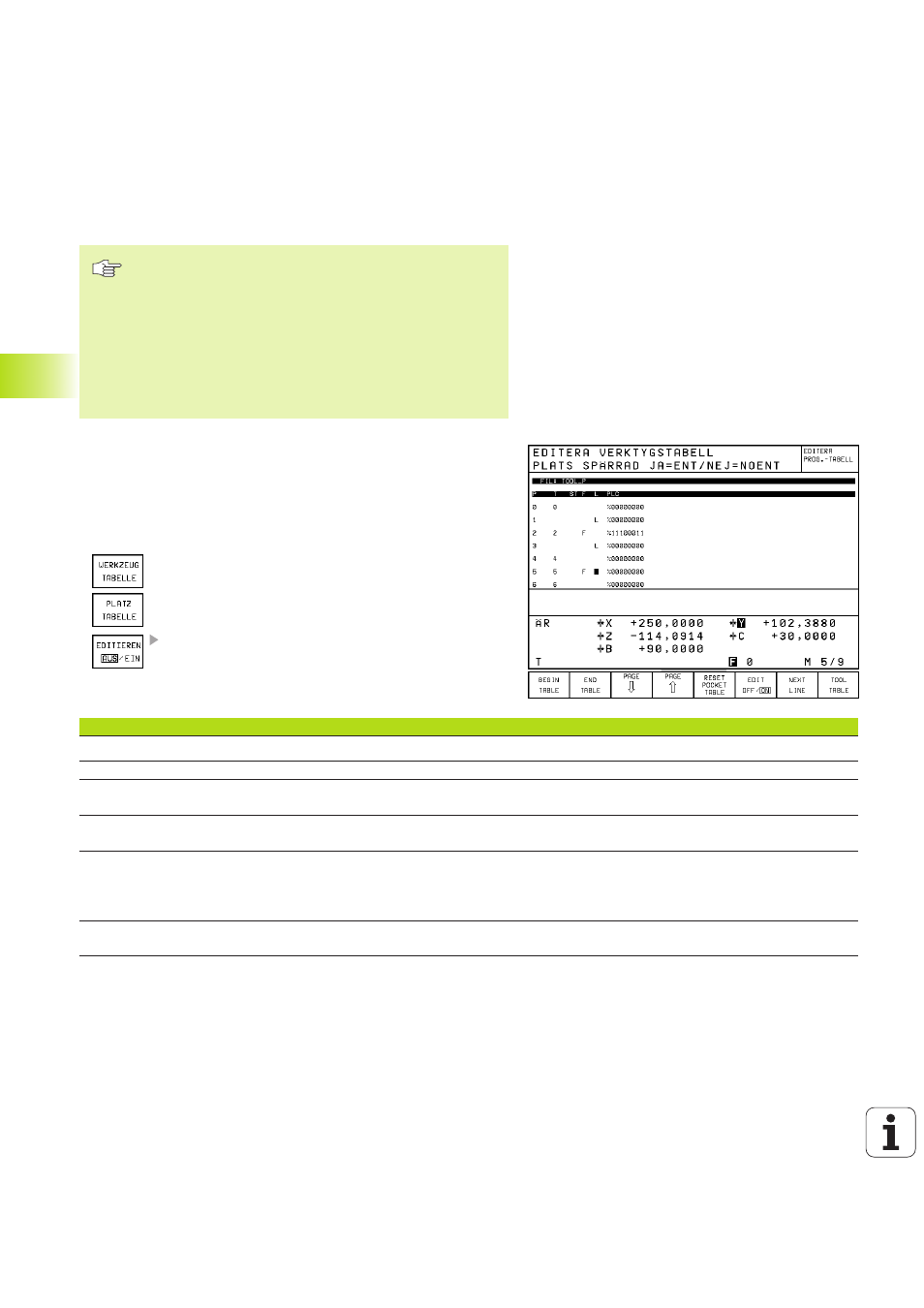
Platz-Tabelle für Werkzeug-Wechsler
Für den automatischen Werkzeugwechsel programmieren Sie in
einer Programmlauf-Betriebsart die Tabelle TOOL_P (TOOL Pocket
engl. Werkzeug-Platz).
Platz-Tabelle wählen
ú
Werkzeug-Tabelle wählen:
Softkey TOOL TABLE wählen
ú
Platz-Tabelle wählen:
Softkey POCKET TABLE wählen
Softkey EDIT auf ON setzen
Sie können folgende Informationen zu einem Werkzeug in die Platz-
Tabelle eingeben:
5 Programmieren: Werkzeuge
Abk.
Eingaben
P
Platz-Nummer des Werkzeugs im Werkzeug-Magazin
T
Werkzeug-Nummer
F
Werkzeug immer auf gleichen Platz im Magazin
zurückwechseln (F: für Fixed = engl. festgelegt)
L
Platz sperren (L: für Locked = engl. gesperrt)
ST
Werkzeug ist Sonderwerkzeug (ST: für Special Tool =
engl. Sonderwerkzeug); wenn Ihr Sonderwerkzeug
Plätze vor und hinter seinem Platz blockiert, dann
sperren Sie den entsprechenden Platz (Status L)
PLC
Information, die zu diesem Werkzeug-Platz an die
PLC übertragen werden soll
Dialog
–
WERKZEUG-NUMMER ?
FESTPLATZ ?
JA = ENT / NEIN = NO ENT
PLATZ GESPERRT ?
JA = ENT / NEIN = NO ENT
SONDERWERKZEUG ?
PLC-STATUS ?