5 bahnbew egung en – p olar k oor dinat en – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 96
89
HEIDENHAIN TNCs der Serie 400
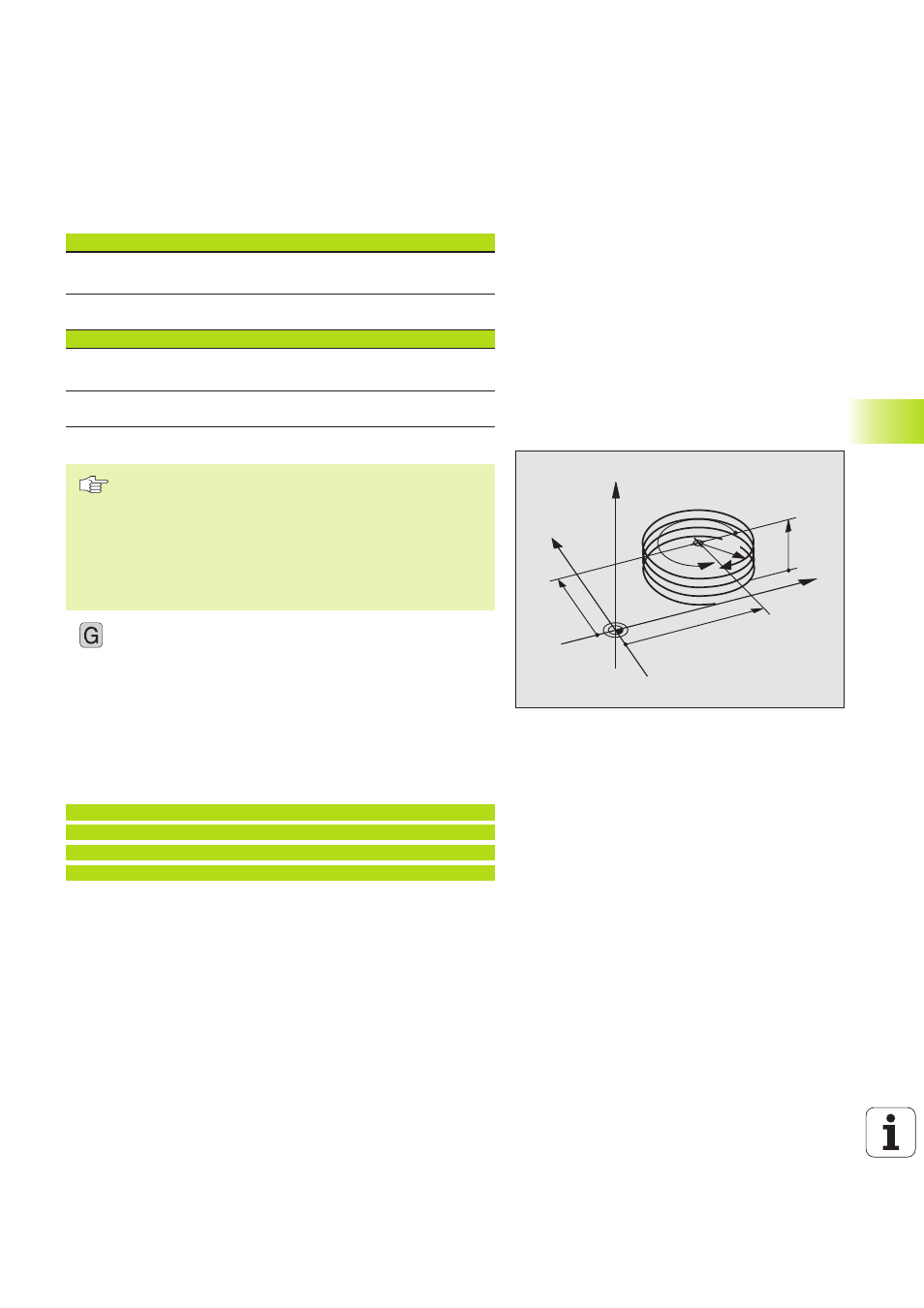
Y
X
Z
25=J
40=I
5
270°
R3
Form der Schraubenlinie
Die Tabelle zeigt die Beziehung zwischen Arbeitsrichtung, Drehsinn
und Radiuskorrektur für bestimmte Bahnformen.
Innengewinde Arbeitsrichtung Drehsinn Radiuskorrektur
rechtsgängig Z+ G13 G41
linksgängig Z+ G12 G42
rechtsgängig Z– G12 G42
linksgängig Z– G13 G41
Außengewinde
rechtsgängig Z+ G13 G42
linksgängig Z+ G12 G41
rechtsgängig Z– G12 G41
linksgängig Z– G13 G42
Schraubenlinie programmieren
Geben Sie Drehsinn DR und den inkrementalen Gesamt-
winkel IPA mit gleichem Vorzeichen ein, sonst kann das
Werkzeug in einer falschen Bahn fahren.
Für den Gesamtwinkel G91 H können Sie einen Wert von
–5400° bis +5400° eingeben. Wenn das Gewinde mehr
als 15 Gänge hat, dann programmieren Sie die Schrau-
benlinie in einer Programmteil-Wiederholung
(Siehe „9.3 Programmteil-Wiederholungen“)
12
ú
Polarkoordinaten-Winkel H: Gesamtwinkel inkremental
(G91) eingeben, den das Werkzeug auf der Schrauben-
linie fährt. Nach der Eingabe des Winkels wählen
Sie die Werkzeug-Achse mit einer Achswahltaste.
ú
Koordinate für die Höhe der Schraubenlinie
inkremental eingeben
ú
Radiuskorrektur G40/G41/G42
nach Tabelle links oben eingeben
NC-Beispielsätze
N 1 2 0 i + 4 0 j + 2 5 *
N 1 3 0 G 0 1 z + 0 F 1 0 0 M 3 *
N 1 4 0 G 1 1 r + 3 h + 2 7 0 *
N 1 5 0 G 1 2 G 4 1 g 9 1 h - 1 8 0 0 z + 5 f + 5 0 *