4 programme eröffnen und eingeben 45, 4 pr ogr amme eröf fnen und eing eben, 4 programme eröffnen und eingeben – HEIDENHAIN TNC 407 (280 580) ISO Programming Benutzerhandbuch
Seite 53
45
HEIDENHAIN TNCs der Serie 400
Diskette formatieren
ú
Datei-Übersicht mit Taste EXT wählen
ú
Hellfeld ins rechte Fenster bewegen und mit Softkey WINDOW in
den ein-Fenster-Betrieb wechseln
ú
Softkey FMT drücken (Leiste weiterschalten)
ú
Name für Diskette in die Kopfzeile eingeben und mit Taste ENT
bestätigen. Die Diskette wird formatiert
Dateien als Text-Datei auf Diskette speichern
(konvertiert übertragen)
ú
Datei-Übersicht mit Taste EXT wählen
ú
Im linken Fenster Hellfeld auf Datei bewegen, die Sie als Text-
Datei auf der Diskette speichern wollen.
ú
Softkey CONVERT drücken (Leiste weiterschalten)
ú
Softkey CONVERT -> .A drücken
ú
Neuen Datei-Namen in die Kopfzeile eingeben und mit Taste ENT
bestätigen
4.4 Programme eröffnen und eingeben
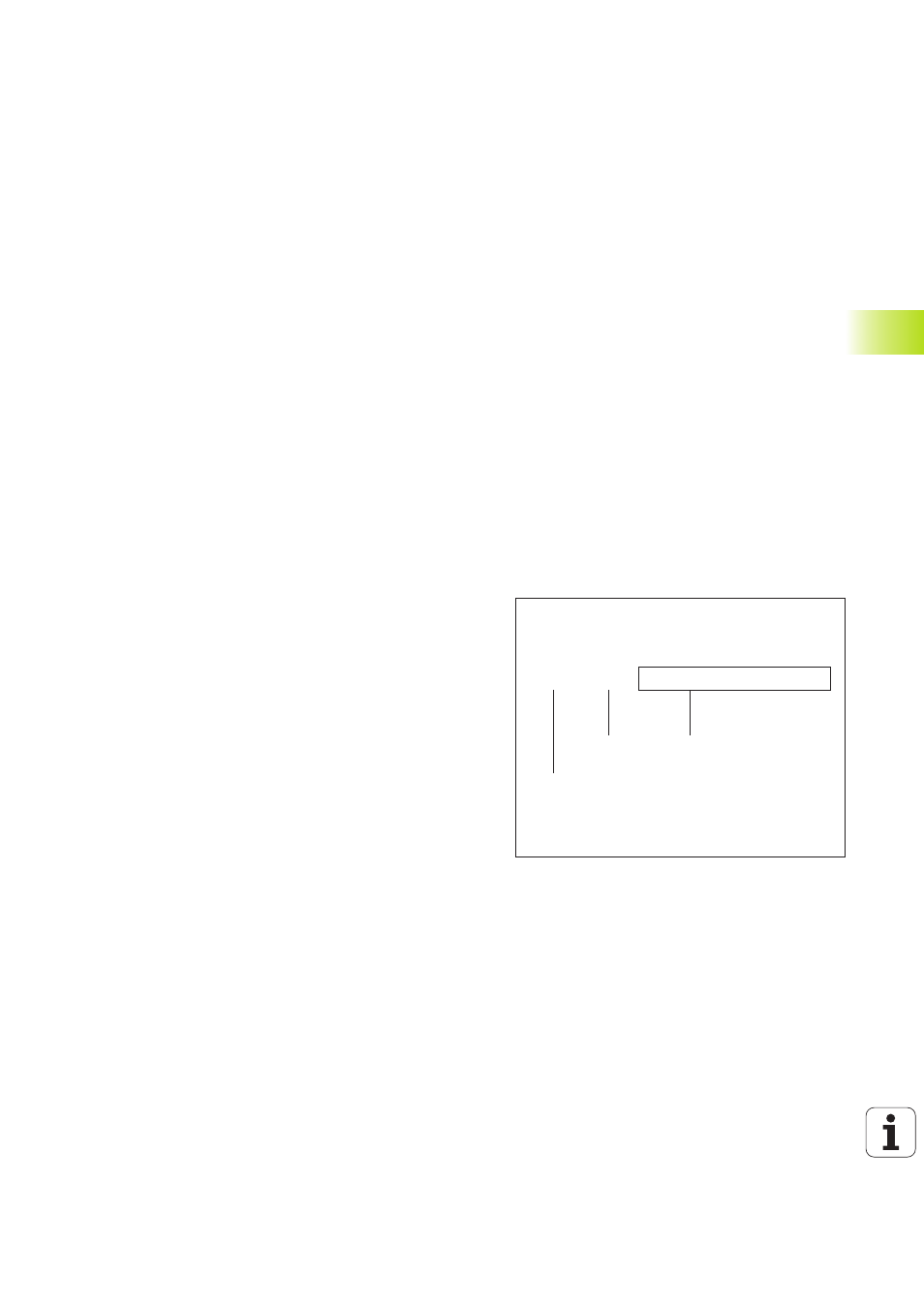
Aufbau eines NC-Programms im DIN/ISO-Format
Ein Bearbeitungs-Programm besteht aus einer Reihe von Pro-
gramm-Sätzen. Das Bild rechts zeigt die Elemente eines Satzes.
Die TNC numeriert die Sätze eines Bearbeitungs-Programms in
aufsteigender Reihenfolge automatisch, wenn Sie im MP7220 eine
Satz-Nummern-Schrittweite festgelegt haben (siehe „14.1 Allge-
meine Anwender-Parameter“)
Der erste Satz eines Programms ist mit „%“
, dem Programm-
Namen und der gültigen Maßeinheit G70/G71 gekennzeichnet.
Die darauffolgenden Sätze enthalten Informationen über:
■
das Rohteil:
■
Werkzeug-Definitionen und -aufrufe,
■
Vorschübe und Drehzahlen sowie
■
Bahnbewegungen, Zyklen und weitere Funktionen.
Der letzte Satz eines Programms beginnt mit N99999 und ist mit
„%“
, dem Programm-Namen und der gültigen Maßeinheit gekenn-
zeichnet.
Satz:
N 1 0 0 G 0 0 G 4 0 X + 1 0 Y + 5 M 3
Bahnfunktion
Wörter
Satz-Nummer