2 gr undlag en zu den bahnfunktionen – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 226
226
Programmieren: Konturen programmieren
6.2 Gr
undlag
en zu den Bahnfunktionen
Erstellen der Programm-Sätze mit den Bahnfunktionstasten
Mit den grauen Bahnfunktionstasten eröffnen Sie den Klartext-Dialog.
Die TNC erfragt nacheinander alle Informationen und fügt den
Programm-Satz ins Bearbeitungs-Programm ein.
Beispiel – Programmieren einer Geraden.
Programmier-Dialog eröffnen: z.B. Gerade
Koordinaten des Geraden-Endpunkts eingeben, z.B.
-20 in X
Koordinaten des Geraden-Endpunkts eingeben, z.B.
30 in Y, mit Taste ENT bestätigen
Radiuskorrektur wählen: z.B. Softkey R0 drücken, das
Werkzeug fährt unkorrigiert
Vorschub eingeben und mit Taste ENT bestätigen:
z.B. 100 mm/min. Bei INCH-Programmierung:
Eingabe von 100 entspricht Vorschub von 10 inch/min
Im Eilgang verfahren: Softkey FMAX drücken, oder
Mit Vorschub verfahren, der im TOOL CALL-Satz
definiert ist: Softkey FAUTO drücken
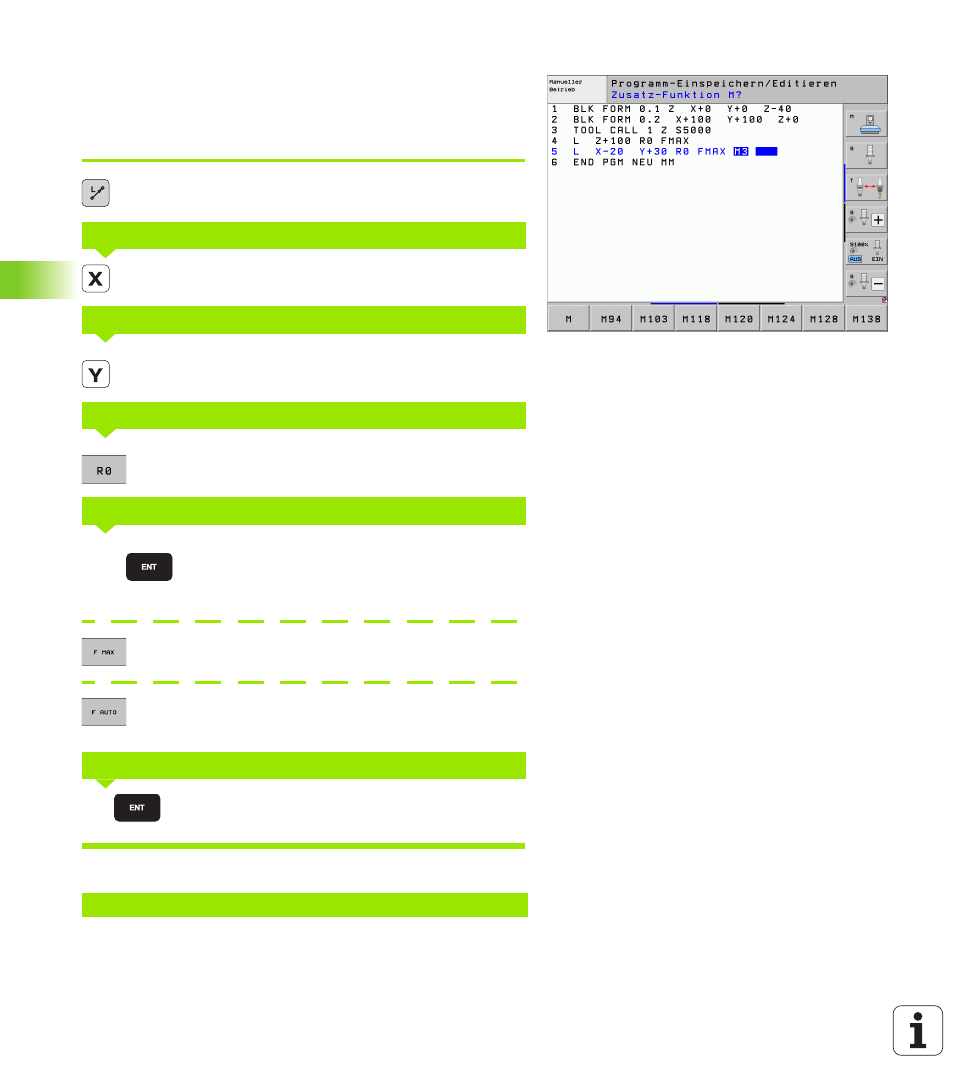
Zusatzfunktion z.B. M3 eingeben und den Dialog mit
der Taste ENT abschließen
Zeile im Bearbeitungsprogramm
KOORDINATEN?
KOORDINATEN?
RADIUSKORR.: RL/RR/KEINE KORR.?
VORSCHUB F=? / F MAX = ENT
ZUSATZ-FUNKTION M?
L X-20 Y+30 R0 FMAX M3
100
3