1 prinzip und funktionsübersicht – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 318
318
Programmieren: Q-Parameter
9.1 Pr
inzip und F
unktionsübersic
ht
9.1 Prinzip und Funktionsübersicht
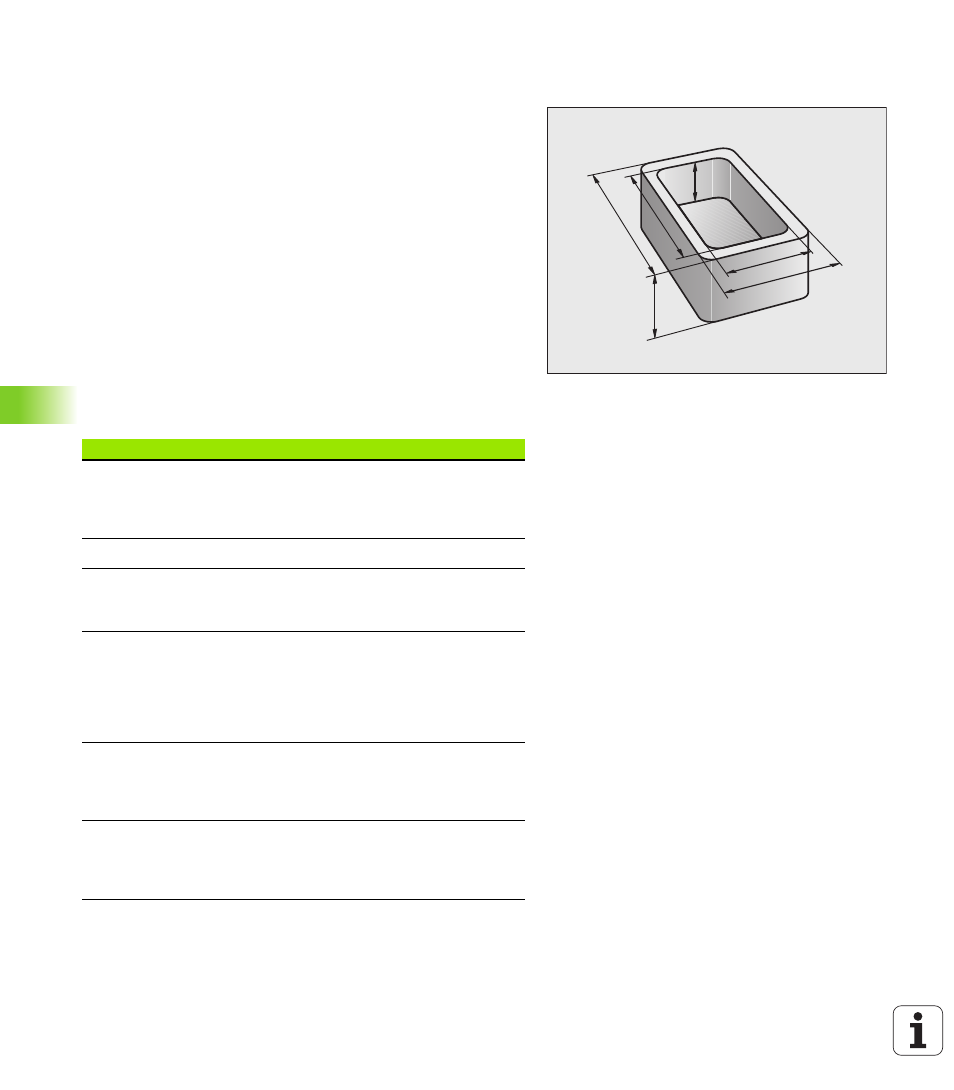
Mit Parametern können Sie in einem Bearbeitungs-Programm ganze
Teilefamilien definieren. Dazu geben Sie anstelle von Zahlenwerten
Platzhalter ein: die Q-Parameter.
Q-Parameter stehen beispielsweise für
Koordinatenwerte
Vorschübe
Drehzahlen
Zyklus-Daten
Außerdem können Sie mit Q-Parametern Konturen programmieren,
die über mathematische Funktionen bestimmt sind oder die
Ausführung von Bearbeitungsschritten von logischen Bedingungen
abhängig machen. In Verbindung mit der FK-Programmierung, können
Sie auch Konturen die nicht NC-gerecht bemaßt sind mit Q-
Parametern kombinieren.
Q-Parameter sind durch Buchstaben und eine Nummer zwischen 0
und 1999 gekennzeichnet. Es stehen Parameter mit unterschiedlicher
Wirkungsweise zur Verfügung, siehe nachfolgende Tabelle:
Q4
Q2
Q3
Q1
Q5
Q6
Bedeutung
Bereich
Frei verwendbare Parameter, sofern keine
Überschneidungen mit SL-Zyklen auftreten
können, global für alle im TNC-Speicher
befindlichen Programme wirksam
Q0
bis Q99
Parameter für Sonderfunktionen der TNC
Q100
bis Q199
Parameter, die bevorzugt für Zyklen
verwendet werden, global für alle im TNC-
Speicher befindlichen Programme wirksam
Q200
bis Q1199
Parameter, die bevorzugt für Hersteller-
Zyklen verwendet werden, global für alle im
TNC-Speicher befindlichen Programme
wirksam. Ggf. Abstimmung mit
Maschinenhersteller oder Drittanbieter
erforderlich
Q1200
bis Q1399
Parameter, die bevorzugt für Call-Aktive
Hersteller-Zyklen verwendet werden, global
für alle im TNC-Speicher befindlichen
Programme wirksam
Q1400
bis Q1499
Parameter, die bevorzugt für Def-Aktive
Hersteller-Zyklen verwendet werden, global
für alle im TNC-Speicher befindlichen
Programme wirksam
Q1500
bis Q1599