HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 540
540
Programmieren: Mehrachsbearbeitung
12.6 Dr
eidimensionale W
e
rk
z
e
ug-K
o
rr
ekt
ur (Sof
tw
ar
e-Option 2)
NC-Programm
3D-ToolComp funktioniert grundsätzlich nur mit Programmen, die
einen Flächen-Normalenvektor enthalten (siehe „Definition eines
normierten Vektors” auf Seite 531). Bei der Erstellung des NC-
Programms durch Ihr CAM-System müssen Sie folgendes beachten:
Wenn das NC-Programm auf das Kugelzentrum berechnet ist, dann
müssen Sie den nominalen Radiuswert R2 des Radiusfräsers in der
Werkzeug-Tabelle TOOL.T definieren
Wenn das NC-Programm auf den Kugelsüdpol berechnet ist, dann
müssen Sie den nominalen Radiuswert R2 des Radiusfräsers und
zusätzlich den R2-Wert als negative Delta-Länge in der Spalte DL der
Werkzeug-Tabelle TOOL.T definieren
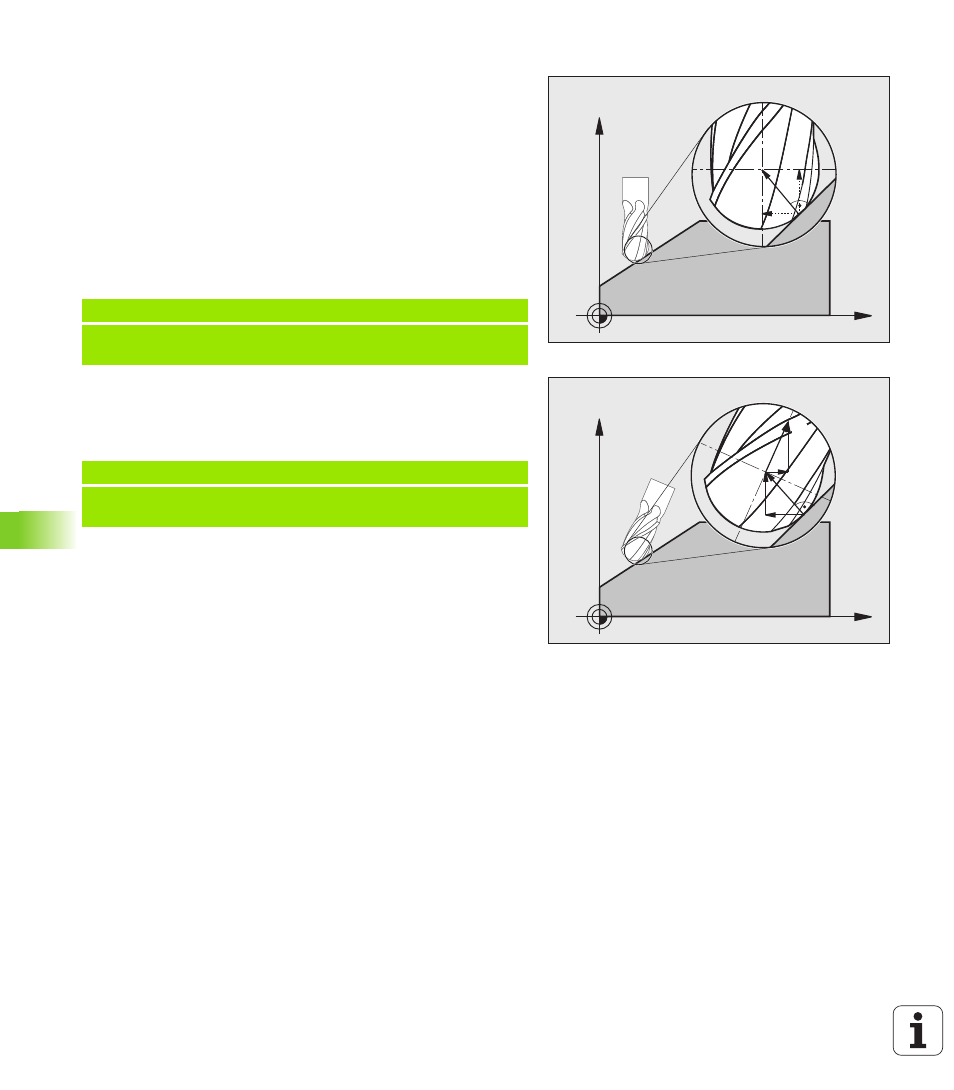
Beispiel: Dreiachsiges Programm mit Flächen-Normalenvektor
Beispiel: Fünfachsiges Programm mit Flächen-Normalenvektor
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z
:
Position des Werkzeug-Führungspunkts
NX, NY, NZ
:
Komponenten der Flächennormalen
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z
:
Position des Werkzeug-Führungspunkts
NX, NY, NZ
:
Komponenten der Flächennormalen
TX, TY, TZ
:
Komponenten des normierten Vektors für die
Werkzeug-Orientierung