Wichtige positionen beim an- und wegfahren, 3 k ont ur anf a hr en und v e rl assen – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 228
228
Programmieren: Konturen programmieren
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
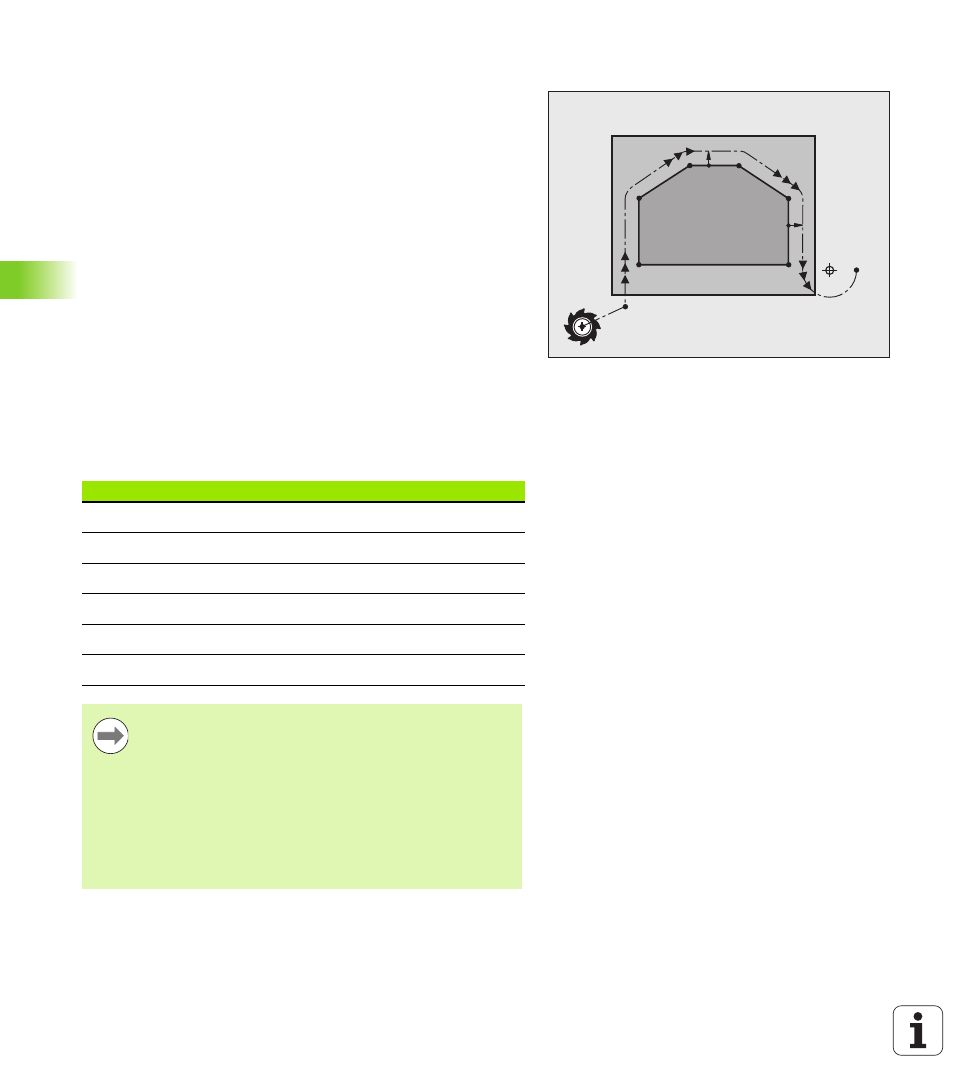
Wichtige Positionen beim An- und Wegfahren
Startpunkt P
S
Diese Position programmieren Sie unmittelbar vor dem APPR-Satz.
P
s
liegt außerhalb der Kontur und wird ohne Radiuskorrektur (R0)
angefahren.
Hilfspunkt P
H
Das An- und Wegfahren führt bei einigen Bahnformen über einen
Hilfspunkt P
H
, den die TNC aus Angaben im APPR- und DEP-Satz
errechnet. Die TNC fährt von der aktuellen Position zum Hilfspunkt
P
H
im zuletzt programmierten Vorschub. Wenn Sie im letzten
Positioniersatz vor der Anfahrfunktion FMAX (positionieren mit
Eilgang) programmiert haben, dann fährt die TNC auch den
Hilfspunkt P
H
im Eilgang an
Erster Konturpunkt P
A
und letzter Konturpunkt P
E
Den ersten Konturpunkt P
A
programmieren Sie im APPR-Satz, den
letzten Konturpunkt P
E
mit einer beliebigen Bahnfunktion. Enthält
der APPR-Satz auch die Z-Koordinate, fährt die TNC das Werkzeug
erst in der Bearbeitungsebene auf P
H
und dort in der Werkzeug-
Achse auf die eingegebene Tiefe.
Endpunkt P
N
Die Position P
N
liegt außerhalb der Kontur und ergibt sich aus Ihren
Angaben im DEP-Satz. Enthält der DEP-Satz auch die Z-Koordinate,
fährt die TNC das Werkzeug erst in der Bearbeitungsebene auf P
H
und dort in der Werkzeug-Achse auf die eingegebene Höhe.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Kurzbezeichnung
Bedeutung
APPR
engl. APPRoach = Anfahrt
DEP
engl. DEParture = Abfahrt
L
engl. Line = Gerade
C
engl. Circle = Kreis
T
Tangential (stetiger, glatter Übergang
N
Normale (senkrecht)
Beim Positionieren von der Ist-Position zum Hilfspunkt P
H
überprüft die TNC nicht, ob die programmierte Kontur
beschädigt wird. Überprüfen Sie das mit der Test-Grafik!
Bei den Funktionen APPR LT, APPR LN und APPR CT
fährt die TNC von der Ist-Position zum Hilfspunkt P
H
mit
dem zuletzt programmierten Vorschub/Eilgang. Bei der
Funktion APPR LCT fährt die TNC den Hilfspunkt P
H
mit
dem im APPR-Satz programmierten Vorschub an. Wenn
vor dem Anfahrsatz noch kein Vorschub programmiert
wurde, gibt die TNC eine Fehlermeldung aus.