HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 509
HEIDENHAIN iTNC 530
509
12.2 Die PLANE-F
unktion: Sc
hw
enk
e
n der Bearbeit
ungsebene (Sof
tw
ar
e-
Option 1)
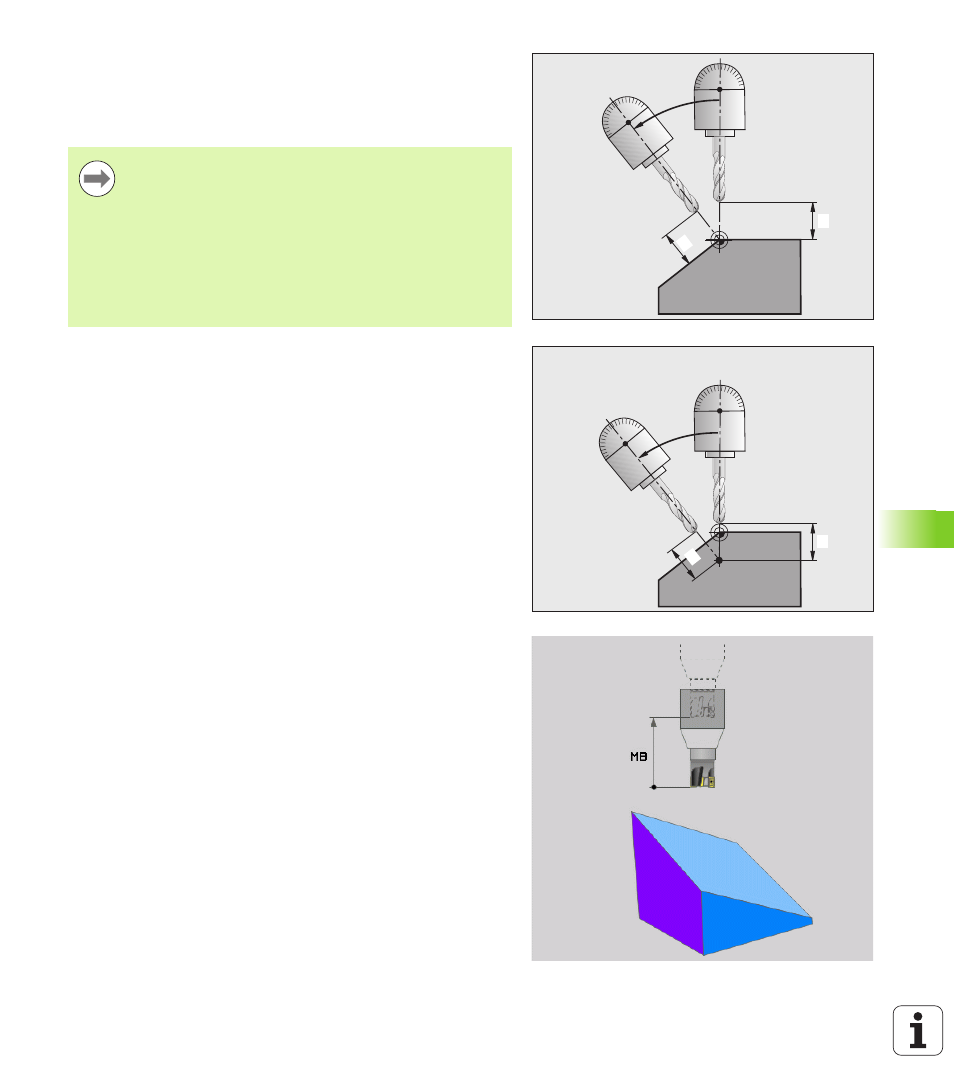
Abstand Drehpunkt von WZ-Spitze
(inkremental): Die TNC schwenkt
das Werkzeug (den Tisch) um die Werkzeugspitze ein. Über den
Parameter ABST verlagern Sie den Drehpunkt der
Einschwenkbewegung bezogen auf die aktuelle Position der
Werkzeugspitze.
Vorschub? F=
: Bahngeschwindigkeit, mit der das Werkzeug
einschwenken soll
Rückzugslänge in der WZ-Achse?
: Rückzugsweg MB, wirkt
inkremental von der aktuellen Werkzeug-Position in der aktiven
Werkzeug-Achsrichtung, den die TNC vor dem
Einschwenkvorgang anfährt. MB MAX fährt das Werkzeug bis kurz
vor den Software-Endschalter
1
1
1
1
Wenn das Werkzeug vor dem Einschwenken auf dem
angegebenen Abstand zum Werkstück steht, dann
steht das Werkzeug auch nach dem Einschwenken
relativ gesehen auf der gleichen Position (siehe Bild
rechts Mitte,
1
= ABST)
Wenn das Werkzeug vor dem Einschwenken nicht auf
dem angegebenen Abstand zum Werkstück steht, dann
steht das Werkzeug nach dem Einschwenken relativ
gesehen versetzt zur ursprünglichen Position (siehe Bild
rechts unten,
1
= ABST)