Bezugspunkt-verwaltung mit der bezugspunkt-tabelle, 5 bezugspunkt-setz en ohne t a stsyst em – HEIDENHAIN iTNC 530 (60642x-04) Benutzerhandbuch
Seite 591
HEIDENHAIN iTNC 530
591
14.5 Bezugspunkt-Setz
en ohne T
a
stsyst
em
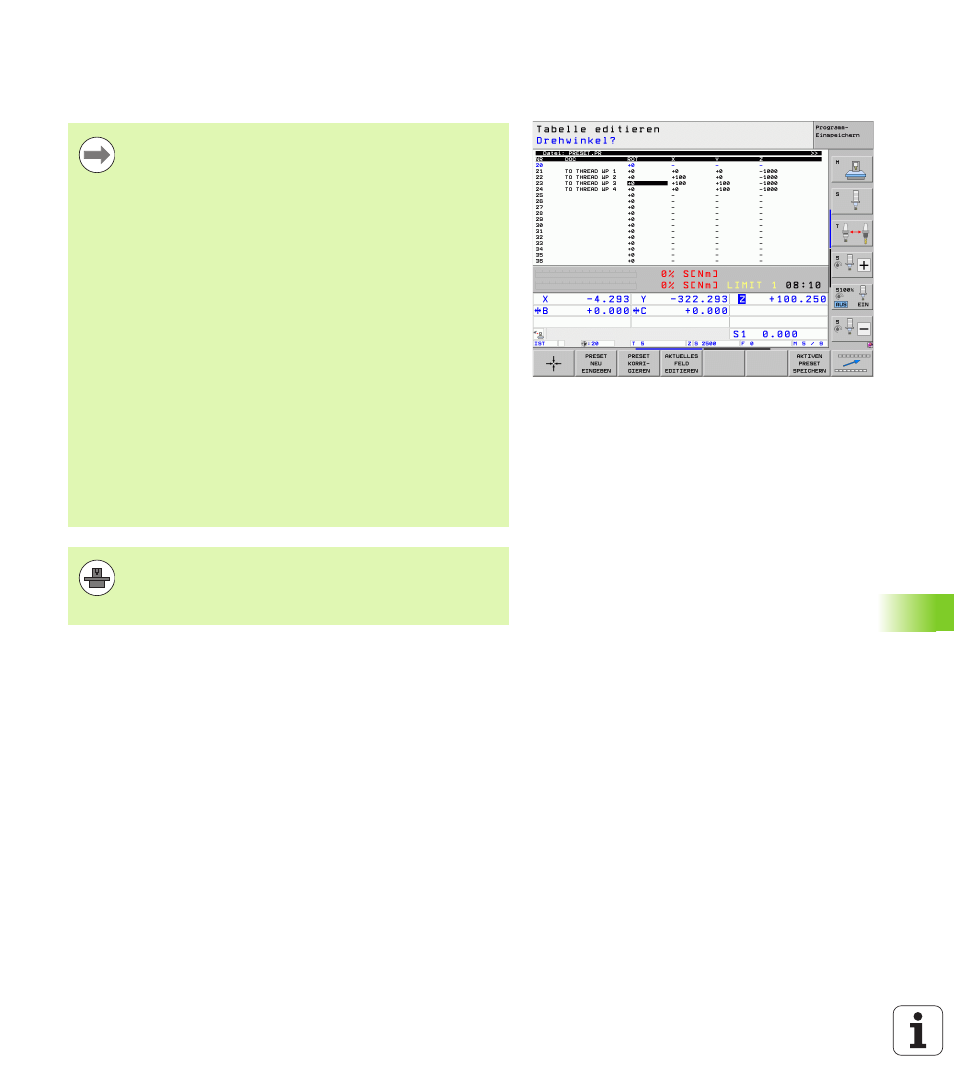
Bezugspunkt-Verwaltung mit der Bezugspunkt-
Tabelle
Die Bezugspunkt-Verwaltung sollten Sie unbedingt
verwenden, wenn
Ihre Maschine mit Drehachsen (Schwenktisch oder
Schwenkkopf) ausgerüstet ist und Sie mit der Funktion
Bearbeitungsebene schwenken arbeiten
Ihre Maschine mit einem Kopfwechsel-System
ausgerüstet ist
Sie bisher an älteren TNC-Steuerungen mit REF-
bezogenen Nullpunkt-Tabellen gearbeitet haben
Sie mehrere gleiche Werkstücke bearbeiten wollen, die
mit unterschiedlicher Schieflage aufgespannt sind
Die Bezugspunkt-Tabelle darf beliebig viele Zeilen
(Bezugspunkte) enthalten. Um die Dateigröße und die
Verarbeitungs-Geschwindigkeit zu optimieren, sollten Sie
nur so viele Zeilen verwenden, wie Sie für Ihre
Bezugspunkt-Verwaltung auch benötigen.
Neue Zeilen können Sie aus Sicherheitsgründen nur am
Ende der Bezugspunkt-Tabelle einfügen.
Wenn Sie über die MOD-Funktion die Positions-Anzeige
auf INCH umstellen, zeigt die TNC auch die gespeicherten
Bezugspunkt-Koordinaten in inch an.
Über den Maschinen-Parameter 7268.x können Sie die
Spalten in der Bezugspunkt-Tabelle beliebig anordnen und
bei Bedarf auch ausblenden (siehe „Liste der allgemeinen
Anwenderparameter” ab Seite 709).