Werkzeugwechselpunkt anfahren, 3 einz elsc hnit tzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 132
132
Teach-in-Mode
4.3
Einz
elsc
hnit
tzyklen
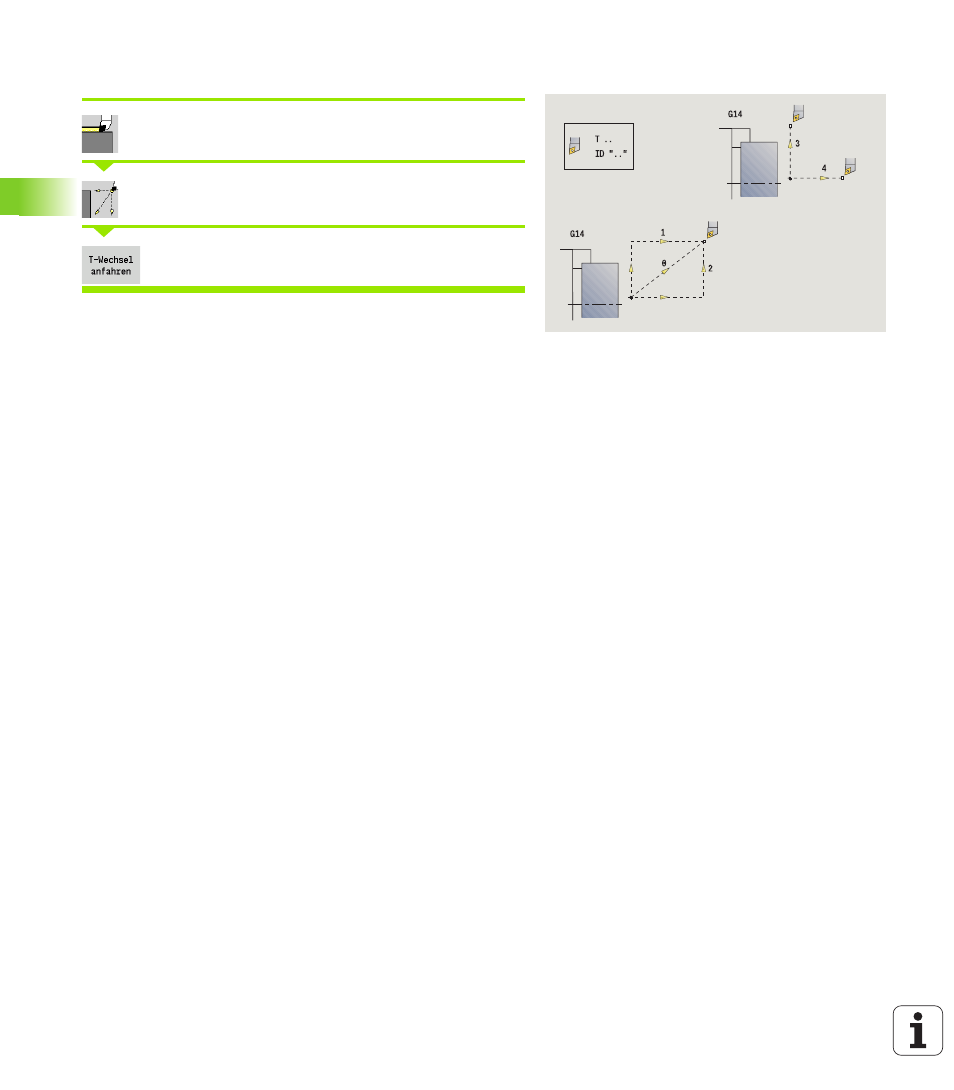
Werkzeugwechselpunkt anfahren
Einzelschnitte wählen
Eilgang Positionierung wählen
Softkey T-Wechsel anfahren zuschalten
Das Werkzeug fährt im Eilgang von der aktuellen Position auf den
Werkzeugwechselpunkt (siehe Seite 125).
Nach Erreichen des Werkzeugwechselpunktes wird auf „T“
umgeschaltet.
Zyklusparameter
G14
Reihenfolge (default: 0)
0: simultan (diagonaler Verfahrweg)
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: nur X-Richtung
4: nur Z-Richtung
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
MT
M nach T: M-Funktion, die nach dem Werkzeugaufruf T
ausgeführt wird.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.
MFE
M am Ende: M-Funktion, die am Ende des
Bearbeitungsschrittes ausgeführt wird.
WP
Anzeige mit welcher Werkstückspindel der Zyklus
abgearbeitet wird (maschinenabhängig)
Hauptantrieb
Gegenspindel für die Rückseitenbearbeitung