6 gewinde- und freistichzyklen, Gewindelage, freistichlage – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 256
256
Teach-in-Mode
4.6
Gewinde-
und
Fr
eistic
hzyklen
4.6 Gewinde- und Freistichzyklen
Gewindelage, Freistichlage
Gewindelage
Die CNC PILOT ermittelt die Richtung des Gewindes anhand der
Parameter Startpunkt Z (manueller Betrieb „momentane
Werkzeugposition“) und Endpunkt Z2. Ob ein Außen- oder
Innengewinde gefertigt wird, das legen Sie per Softkey fest.
Freistichlage
Die CNC PILOT ermittelt die Lage des Freistichs aus den Parametern
Startpunkt X, Z (manueller Betrieb: „momentane
Werkzeugposition“) und Startpunkt Zylinder X1/Endpunkt
Planfläche Z2.
Gewinde- und Freistichzyklen erstellen ein- und
mehrgängige Längs- und Kegelgewinde sowie Freistiche.
Im Zyklen-Betrieb können Sie:
Den „letzten Schnitt“ wiederholen, um
Werkzeugungenauigkeiten zu korrigieren.
Mit der Option Gewinde nachschneiden beschädigte
Gewinde reparieren (nur im manuellen Betrieb).
Gewinde werden mit konstanter Drehzahl gefertigt.
Bei Zyklus-Stop hebt das Werkzeug ab, bevor die
Bewegung gestoppt wird. Der Zyklus muss
anschließend neu gestartet werden.
Vorschuboverride ist während der Zyklusausführung
nicht wirksam.
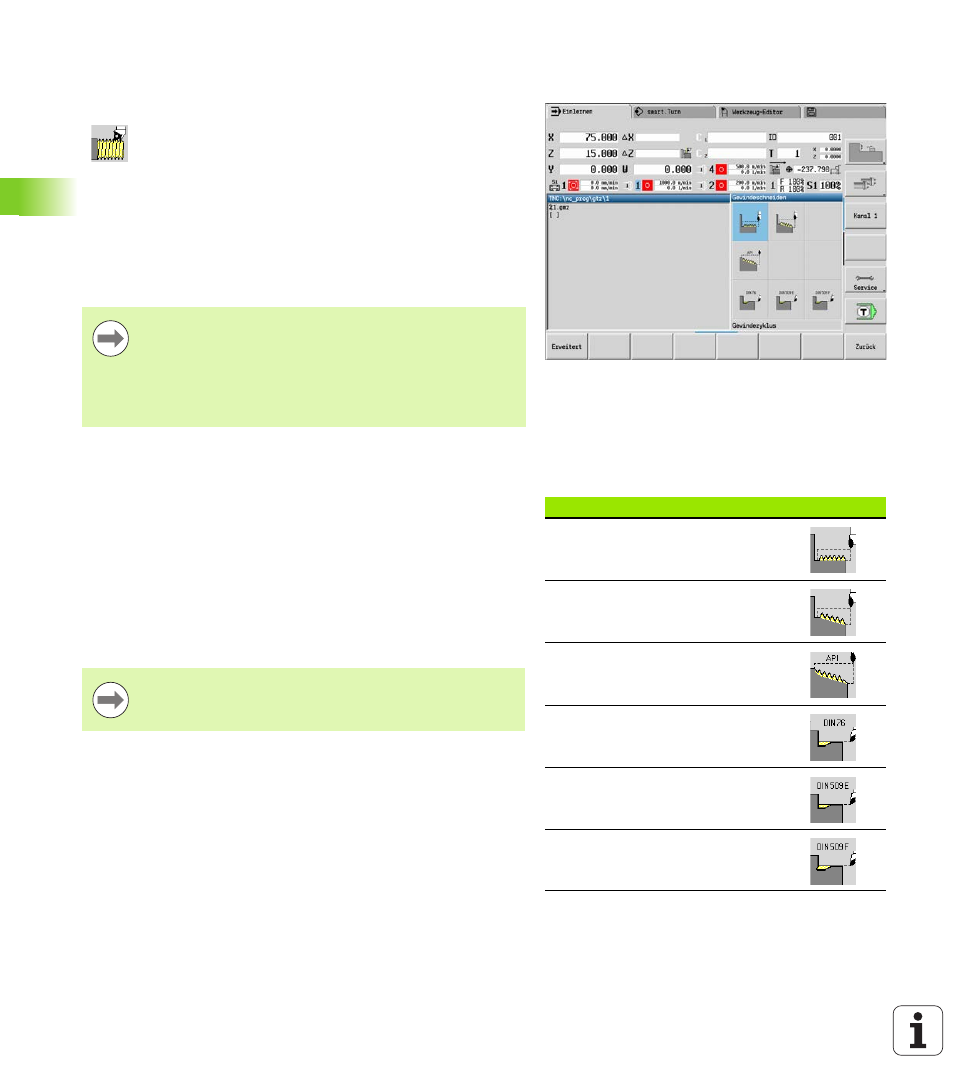
Gewinde- und Freistichzyklen
Symbol
Gewindezyklus
ein- oder mehrgängiges
Längsgewinde
Kegelgewinde
ein- oder mehrgängiges
Kegelgewinde
API-Gewinde
ein- oder mehrgängiges API-Gewinde
(API: American Petroleum Institut)
Freistich DIN 76
Gewindefreistich und
Gewindeanschnitt
Freistich DIN 509 E
Freistich und Zylinderanschnitt
Freistich DIN 509 F
Freistich und Zylinderanschnitt
Ein Freistich kann nur in einer rechtwinkligen,
achsparallelen Konturecke auf der Längsachse ausgeführt
werden.