Standard-drehwerkzeuge, Seite 495), 3 w er kz eugdat en – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 495
HEIDENHAIN CNC PILOT 620/640
495
7.
3
W
er
kz
eugdat
en
Standard-Drehwerkzeuge
Neues Werkzeug wählen
Drehwerkzeuge wählen
bei Werkzeugen mit runder Schneidplatte: auf Dialog
für Pilzwerkzeuge umschalten
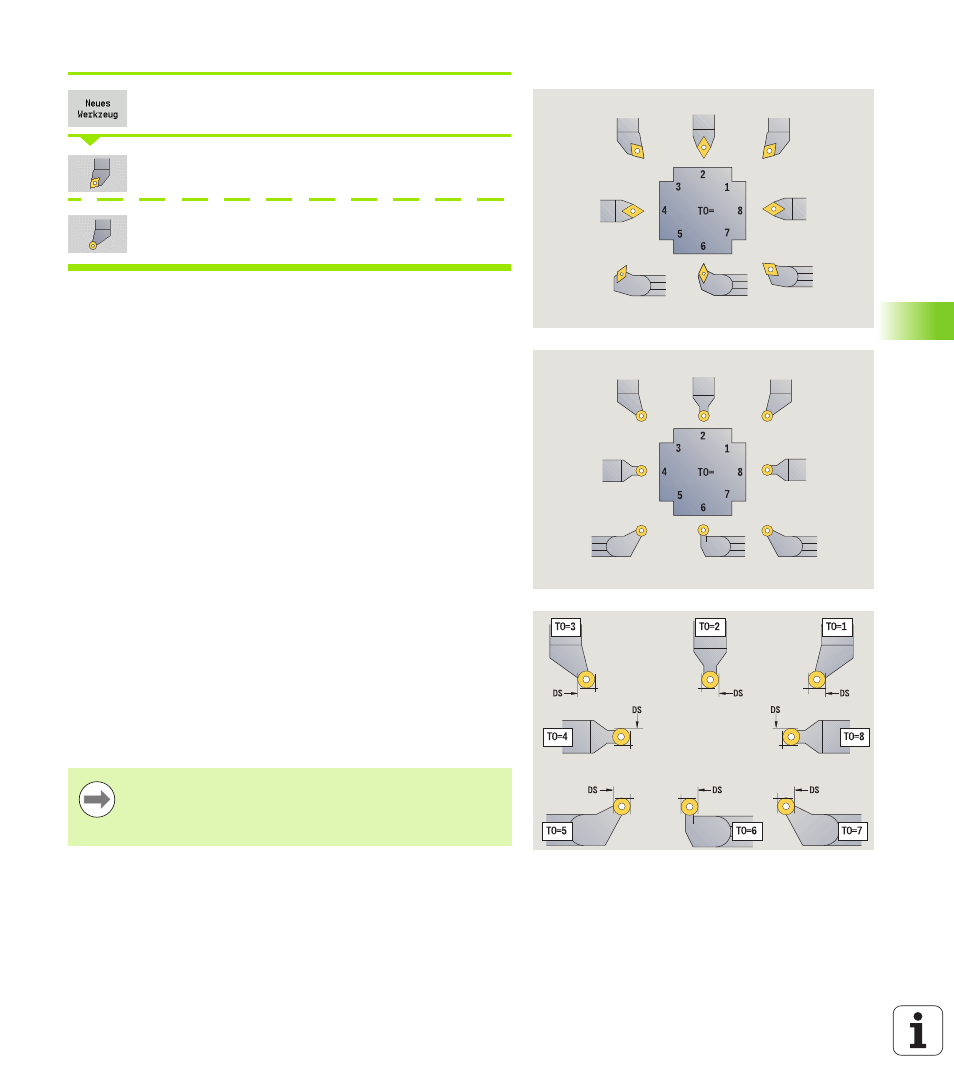
Die Werkzeugorientierungen TO=1, 3, 5 und 7 lassen die Eingabe
eines Einstellwinkels EW zu. Die Werkzeugorientierungen TO=2, 4, 6,
8 gelten für neutrale Werkzeuge. Als „neutral“ werden Werkzeuge
bezeichnet, die exakt auf der Spitze stehen. Eines der Einstellmaße
bezieht sich bei neutralen Werkzeugen auf den
Schneidenradiusmittelpunkt.
Spezielle Parameter für Schrupp- und Schlichtwerkzeuge
CO
Schneiden Einsatz Lage: Die Haupt-Bearbeitungsrichtung des
Werkzeugs beeinflusst die Ausrichtung des Einstellwinkels EW
und des Spitzenwinkels SW (erforderlich für AAG mit TURN
PLUS).
1: Längs bevorzugt
2: Plan bevorzugt
3: Nur längs
4: Nur plan
RS
Schneidenradius
EW Einstellwinkel (Bereich: 0° <= EW <= 180°)
SW
Spitzenwinkel (Bereich: 0° <= SW <= 180°)
SUT Werkzeugtyp (erforderlich für AAG in TURN PLUS)
weitere Werkzeugparameter: siehe Seite 491
Spezielle Parameter für Pilzwerkzeuge
RS
Schneidenradius
EW Einstellwinkel (Bereich: 0° <= EW <= 180°)
DS
Sonderkorrektur (Lage der Sonderkorrektur: siehe Bild)
weitere Werkzeugparameter: siehe Seite 491
Mit Verschleißkorektur DX, DZ wird der Verschleiß der
an dem Bezugspunkt angrenzenden Schneidenseiten
kompensiert. Die Sonderkorrektur DS kompensiert den
Verschleiß der dritten Schneidenseite.