4 abspanzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 144
144
Teach-in-Mode
4.4
Abspanzyklen
4.4 Abspanzyklen
Zerspan- und Zustellrichtung bei Abspanzyklen
Die CNC PILOT ermittelt die Zerspan- und Zustellrichtung aus den
Zyklusparametern.
Normaler Modus:
Die Parameter Startpunkt X, Z (manueller
Betrieb: „momentane Werkzeugposition“) und Konturanfang X1/
Konturende Z2 sind maßgebend.
Erweiterter Modus:
Die Parameter Anfangspunkt Kontur X1, Z1
und Endpunkt Kontur X2, Z2 sind maßgebend.
ICP-Zyklen:
Die Parameter Startpunkt X, Z (manueller Betrieb:
„momentane Werkzeugposition“) und Startpunkt der ICP-Kontur
sind maßgebend.
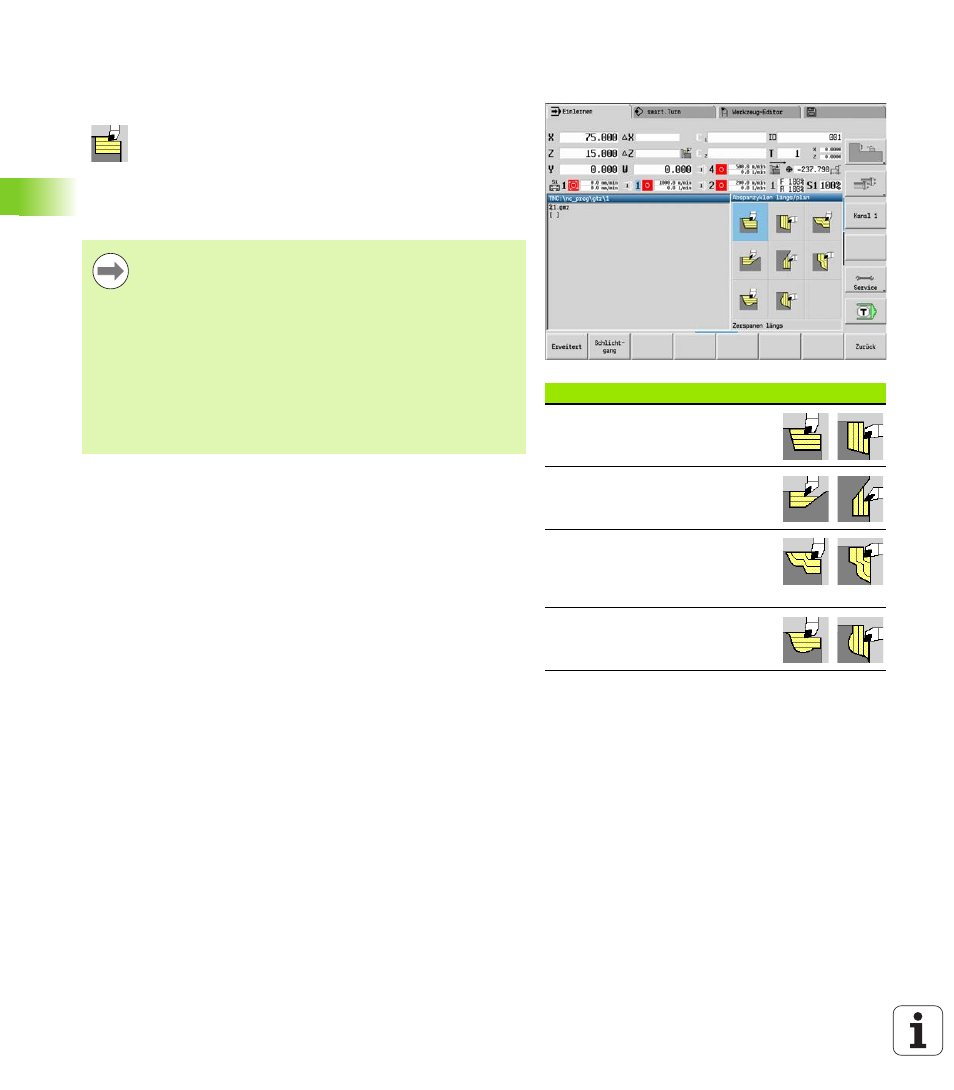
Abspanzyklen
Symbol
Zerspanen längs/plan
Schrupp- und Schlichtzyklus für
einfache Konturen
Eintauchen längs/plan
Schrupp- und Schlichtzyklus für
einfache Eintauch-Konturen
ICP-Konturparallel längs/plan
Schrupp- und Schlichtzyklus für
beliebige Konturen (Schnittlinien
parallel zum Fertigteil)
ICP-Zerspanen längs/plan
Schrupp- und Schlichtzyklus für
beliebige Konturen
Abspanzyklen schruppen und schlichten einfache
Konturen im normalen Modus und komplexe Konturen
im erweiterten Modus.
ICP-Zerspanzyklen bearbeiten mit ICP beschriebene
Konturen siehe “ICP-Konturen” auf Seite 358.
Schnittaufteilung
: Die CNC PILOT errechnet eine
Zustellung, die <=Zustelltiefe P ist. Ein
„Schleifschnitt“ wird vermieden.
Aufmaße:
Werden im „erweiterten Modus“
berücksichtigt.
Schneidenradiuskorrektur:
wird durchgeführt
Sicherheitsabstand
nach einem Schnitt:
Normaler Modus: 1 mm
Erweiterter Modus: Wird getrennt für Innen- und
Außenbearbeitung eingestellt (siehe “Liste der User-