Stechdrehen axial, 5 st ec hzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 225
HEIDENHAIN CNC PILOT 620/640
225
4.5
St
ec
hzyklen
Zyklusausführung
1
errechnet die Schnittaufteilung
2
stellt vom Startpunkt aus für den ersten Schnitt zu
3
sticht ein (Stechbearbeitung)
4
zerspant rechtwinklig zur Stechrichtung (Drehbearbeitung)
5
wiederholt 3...4, bis Endpunkt X2, Z2 erreicht ist
6
fährt achsparallel zum Startpunkt zurück
7
fährt entsprechend der G14-Einstellung den
Werkzeugwechselpunkt an
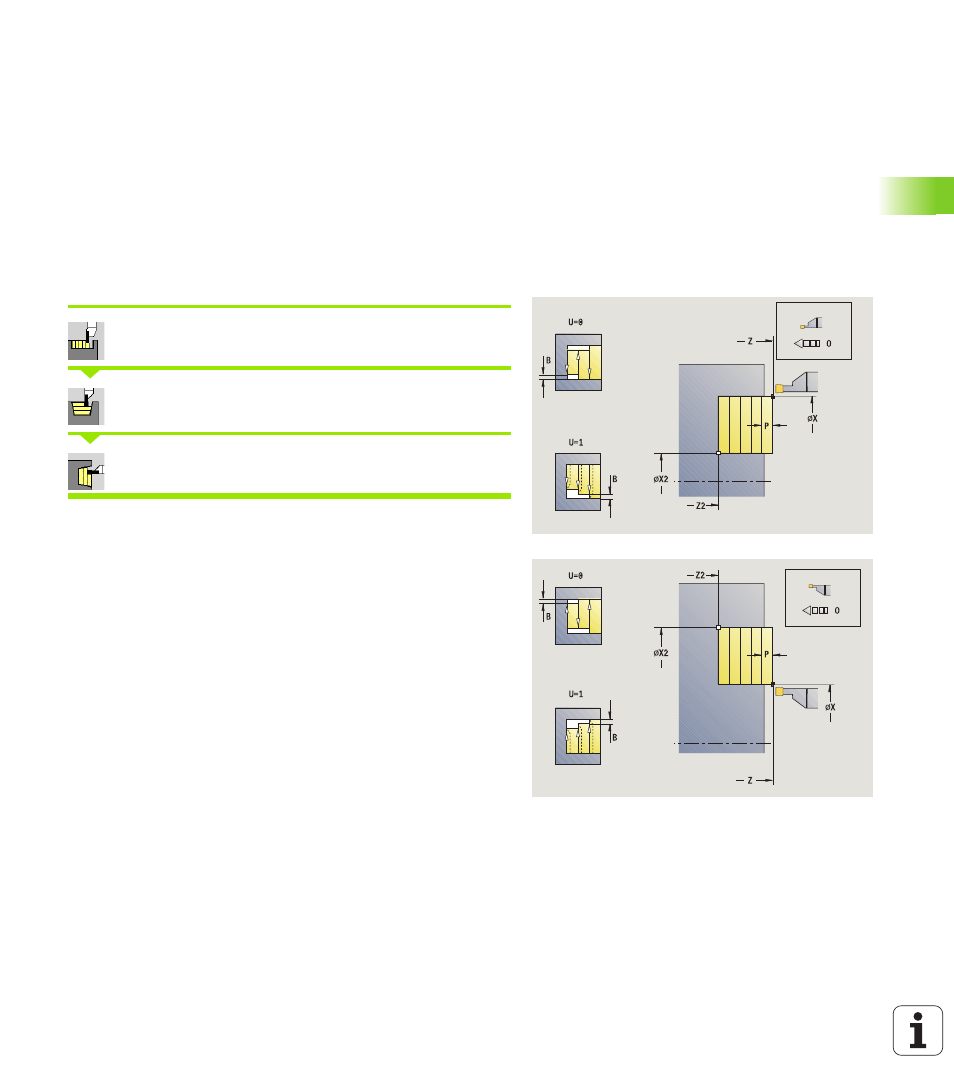
Stechdrehen axial
Stechzyklen wählen
Stechdrehen wählen
Stechdrehen axial wählen
Der Zyklus zerspant das durch Startpunkt und Endpunkt Kontur
beschriebene Rechteck.
Zyklusparameter
X, Z
Startpunkt
X2, Z2
Endpunkt Kontur
P
Zustelltiefe: maximale Zustelltiefe
O
Einstechvorschub (default: aktiver Vorschub)
B
Versatzbreite (default: 0)
U
Drehbearbeitung unidirektional (default: 0)
0: bidirektional
1: unidirektional
G47
Sicherheitsabstand (siehe Seite 125)
G14
Werkzeugwechselpunkt (siehe Seite 125)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
F
Umdrehungsvorschub
MT
M nach T: M-Funktion, die nach dem Werkzeugaufruf T
ausgeführt wird.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.