Gewindezyklus (längs), 6 gewinde- und fr eistic hzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 260
260
Teach-in-Mode
4.6
Gewinde-
und
Fr
eistic
hzyklen
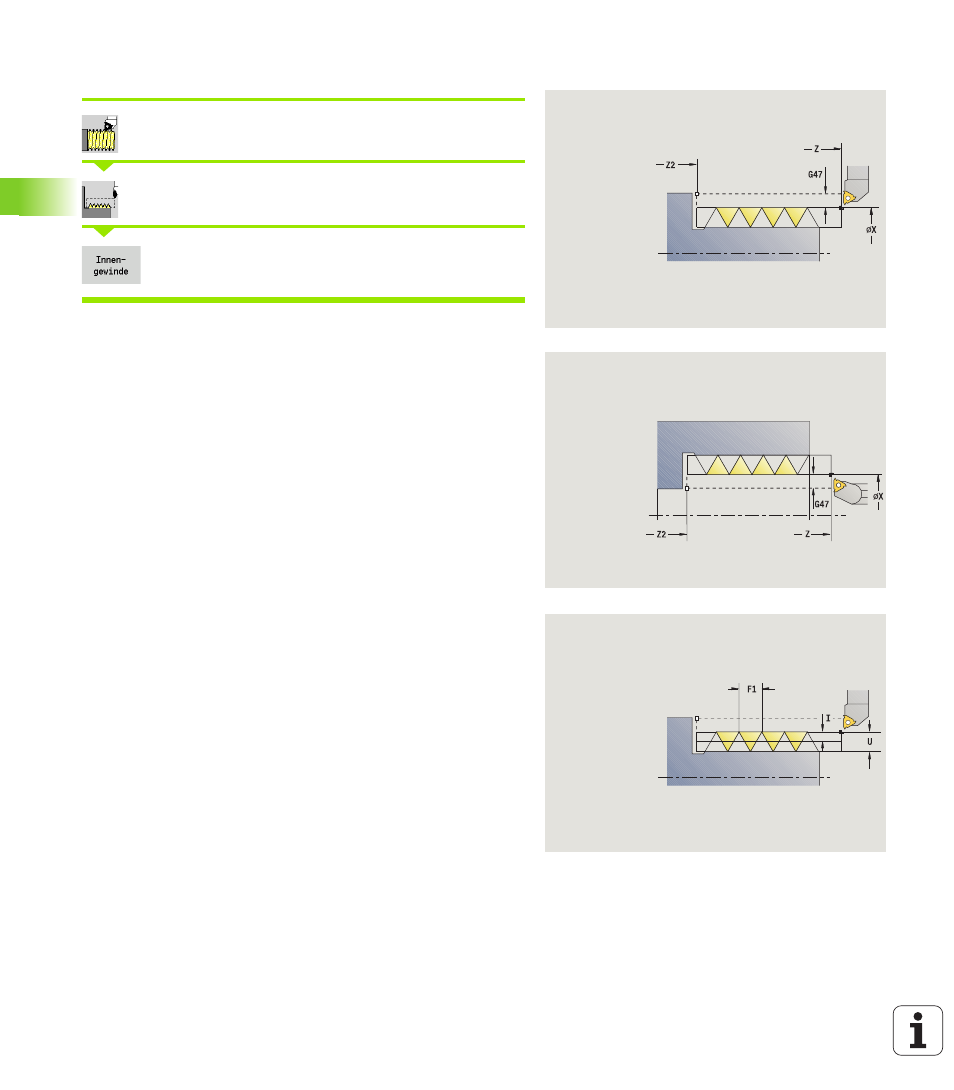
Gewindezyklus (längs)
Gewindeschneiden wählen
Gewindezyklus wählen
Ein:
Innengewinde
Aus:
Außengewinde
Der Zyklus erstellt ein eingängiges Außen- oder Innengewinde mit
einem Flankenwinkel von 30°. Die Zustellung erfolgt ausschließlich in
„X-Richtung“.
Zyklusparameter
X, Z
Startpunkt Gewinde
Z2
Endpunkt Gewinde
F1
Gewindesteigung (= Vorschub)
U
Gewindetiefe – keine Eingabe:
Außengewinde: U=0.6134*F1
Innengewinde: U=–0.5413*F1
I
Maximale Zustellung
I<U: erster Schnitt mit „I“; jeder weitere Schnitt:
Reduzierung der Schnitttiefe
I=U: ein Schnitt
keine Eingabe: I wird aus U und F1 berechnet
G47
Sicherheitsabstand (siehe Seite 125)
G14
Werkzeugwechselpunkt (siehe Seite 125)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
GV
Zustellart
0: konstanter Spanquerschnitt
1: konstante Zustellung
2: mit Restschnittaufteilung
3: ohne Restschnittaufteilung
4: wie MANUALplus 4110
GH
Versatzart
0: ohne Versatz
1: von links
2: von rechts
3: wechselnd links/rechts